Faludi Jeremy
Cline-Thomas avec Natasha
Agrawala Shardul

Faludi Jeremy
Cline-Thomas avec Natasha
Agrawala Shardul
L’impression tridimensionnelle ou 3D, également dénommée « fabrication additive », est appelée à remplacer d’autres technologies de fabrication. Ce chapitre examine ses possibles conséquences sur le plan de la durabilité environnementale et recense les interventions prioritaires des pouvoirs publics pour faire en sorte que ces conséquences soient bénéfiques. Il analyse plusieurs technologies d’impression 3D parmi les plus répandues aujourd’hui et décrit les tendances à la faveur desquelles cette méthode pourrait être en mesure de supplanter d’autres technologies dans un avenir proche. L’impact environnemental des procédés typiques d’impression 3D d’aujourd’hui est comparé à celui de deux méthodes de fabrication classiques, sur la base d’analyses du cycle de vie et de bilans portant notamment sur les émissions de gaz à effet de serre et d’autres polluants atmosphériques, la toxicité des matières et l’appauvrissement des ressources. Ce chapitre analyse également la diffusion annoncée de l’impression 3D dans un nombre croissant de secteurs d’activité. S’il s’intéresse surtout aux procédés dans le domaine des matières plastiques, d’autres matériaux comme les métaux sont également pris en considération. La généralisation de l’impression 3D telle qu’elle est pratiquée aujourd’hui ne serait pas forcémenttoujours bénéfique pour l’environnement, mais il existe déjà des technologies qui, si elles cessaient d’être marginales pour devenir la norme dans l’industrie, pourraient permettre de rendre la fabrication nettement plus durable. Le secteur se trouve à la croisée des chemins, et des initiatives judicieuses prises aujourd’hui peuvent permettre d’installer pour des décennies des technologies bénéfiques et faire de l’impression 3D un facteur clé d’un avenir plus durable.
La « fabrication additive » ou « impression 3D », comme nous l’appellerons dans ce chapitre, est potentiellement à même de révolutionner les méthodes de fabrication industrielle en reléguant à l’arrière-plan des technologies traditionnelles et de démocratiser la production de biens manufacturés. Au cours de la prochaine décennie, sa montée en puissance dans de multiples secteurs pourrait avoir des avantages sur le plan de la durabilité environnementale, mais aussi des inconvénients. L’impression 3D fait appel à toute une série de technologies et de processus pour produire, à partir d’un fichier numérique, un objet physique tridimensionnel par l’empilement de couches de matière successives. Comme d’autres formes de fabrication, elle est avant tout une façon de produire des pièces ; la plupart des produits sont constitués de nombreuses pièces, dont seule une partie peut être produite par impression 3D.
Les méthodes de fabrication classiques susceptibles d’être remplacées par l’impression 3D sont trop nombreuses et variées pour être toutes décrites ici de manière détaillée ; dans ce chapitre, seuls l’usinage et le moulage par injection seront donc examinés. L’usinage consiste à retirer certaines parties d’un bloc de matériau pour produire la forme finale. Il permet de fabriquer, à partir de divers matériaux, dont des plastiques et des métaux, des pièces aux surfaces bien finies avec une grande précision. De nos jours, il est souvent commandé par ordinateur et utilise comme point de départ le même type de fichier informatique que les imprimantes 3D. L’usinage ne nécessite pas la fabrication d’un moule, si bien que chaque pièce produite peut être unique, mais il requiert souvent une main-d’œuvre qualifiée et produit des quantités non négligeables de déchets. Pour sa part, le moulage par injection consiste à faire fondre du plastique et à l’injecter dans les cavités d’un moule pour produire des pièces en quelques secondes. On ouvre ensuite le moule pour en extraire les pièces ainsi formées, puis on le referme pour fabriquer les suivantes. Cette méthode est adaptée à toutes les matières thermoplastiques et permet de produire avec une grande précision des pièces aux surfaces bien finies. Étant donné qu’elle exige de fabriquer d’abord un moule, elle n’est généralement pas adaptée à la productionde pièces personnalisées, mais elle permet de produire des milliers ou même des millions d’éléments identiques à un faible coût et en générant peu de déchets plastiques.
Quant à l’impression 3D, bien que sa montée en régime dans les activités manufacturières et l’intérêt qu’elle suscite dans l’opinion publique soient récents, elle est plus ancienne qu’on le pense généralement, puisqu’elle a vu le jour dans les années 80. Elle a commencé à être largement connue au début des années 2000, au moment où l’expiration des premiers brevets a permis l’apparition de l’impression 3D de bureau à bas coût par l’intermédiaire du mouvement open source. Le secteur connaît aujourd’hui une expansion rapide à la faveur de la baisse des prix des imprimantes et des matériaux, de la progression de la qualité d’impression et de la convergence entre innovation privée et open source (Hornick et Rol, 2013).
Cet essor a été qualifié de « ruée vers l’or ». De fait, les ventes d’imprimantes 3D ont doublé entre 2005 et 2011 (McKinsey, 2012), et le chiffre d’affaires annuel du secteur devrait dépasser 10 milliards USD à l’horizon 2021 (Wohlers, 2014). À l’heure actuelle, l’impression 3D sert essentiellement à créer des prototypes, des modèles et des outils, tandis que la production directe de pièces entrant dans des biens commercialisés ne représente que 15 % de ses emplois (Beyer, 2014). La situation n’est toutefois pas figée, puisque le segment manufacturier du secteur affiche une croissance de 60 % par an (Cohen, Sargeant et Somers, 2014). Les biens obtenus par impression 3D sont destinés à des produits de niche à forte valeur et fabriqués en petite série, par exemple dans les domaines aérospatial, de la joaillerie et des appareils médicaux. Il n’existe quasiment pas de produits fabriqués intégralement par impression 3D, mais on trouve des pièces issues de l’impression 3D dans des produits commercialisés.
Si beaucoup vantent la durabilité de l’impression 3D, rares sont ceux qui connaissent son véritable impact : en l’occurrence, beaucoup de louanges sont injustifiées, et à l’inverse, bon nombre de promesses à long terme sont méconnues. En 2009, 65 experts ont été invités par la Fondation nationale pour la science des États-Unis (National Science Foundation, NSF) à tracer une feuille de route pour la fabrication additive (Roadmap for Additive Manufacturing, RAM). Celle-ci comporte une section consacrée à la durabilité, dans laquelle les experts recommandent de recourir à l’analyse du cycle de vie (ACV) pour quantifier les incidences environnementales de chacun des principaux types d’impression 3D et de les comparer à celles des méthodes de fabrication classiques (Bourell, Leu et Rosen, 2009). La durabilité de l’impression 3D est déterminée entre autres par ses effets sur les transports, par la production de déchets et la consommation d’énergie durant la fabrication, par la consommation d’énergie en phase d’utilisation et par la valorisation des matières dans l’optique d’une économie circulaire. Il existe des cas où les pièces fabriquées par impression 3D réduisent l’impact environnemental d’un produit en phase d’utilisation, comme le montre l’exemple de la tuyère propulsive ainsi fabriquée par General Electric (Freedman, 2011). Cependant, comme de telles améliorations sont difficiles à prévoir et peuvent être limitéesaux secteurs automobile et aérospatial, nous nous concentrerons dans ce chapitre sur les incidences environnementales au stade de la fabrication.
L’attention se portera avant tout sur les répercussions de l’impression de pièces en plastique destinées à des produits de consommation et des prototypes, car il s’agit là des plus importants segments du marché de l’impression 3D (Beyer, 2014). Néanmoins, nous aborderons aussi l’impression de pièces en métal et d’autres matériaux, sachant que l’impression 3D pourrait avoir entre autres pour avantage d’élargir le recours à des matériaux de substitution. Le plastique est omniprésent dans le monde d’aujourd’hui parce qu’on peut lui donner presque n’importe quelle forme ; avec l’impression 3D, d’autres matériaux acquièrent cette faculté.
L’impression 3D recouvre un large éventail de technologies qui associent chacune de façon particulière le matériau et l’imprimante. Par exemple, les matériaux thermoplastiques ne peuvent être imprimés que par des machines dotées d’une source de chaleur pour les faire fondre et les extruder, tandis que les liquides époxy qui doivent faire l’objet d’un durcissement ultraviolet (UV) ne fonctionnent qu’avec des machines pourvues d’une source de rayonnement UV. Certains systèmes sont plus flexibles que d’autres.
Les modèles 3D imprimables sont créés à l’aide d’un logiciel de conception assistée par ordinateur (CAO) et/ou d’un scanner 3D capable de générer des fichiers informatiques. Les fichiers ainsi obtenus sont ensuite traités par le logiciel pilote de l’imprimante 3D, qui se charge de donner à celle-ci les instructions nécessaires pour les imprimer. Les logiciels pilotes sont pour certains propres à une imprimante ou famille d’imprimantes, comme dans le cas des constructeurs Stratasys et Renishaw, et pour d’autres plus universels, à l’image d’Ultimaker Cura (Ultimaker, 2016) ou de Microsoft Standard Driver (Microsoft, 2016). Les procédés d’impression se distinguent aussi par la nature de leur production ; toutes les imprimantes ne sont pas capables de produire tous les types de pièces.
Beaucoup de systèmes impriment des matériaux de support en plus du matériau du modèle à proprement parler, pour éviter que les pièces s’affaissent ou se déforment en cours de fabrication. De nombreuses pièces imprimées nécessitent un support supplémentaire en fonction de leur géométrie et du procédé d’impression. Si certaines n’ont pas besoin de matériaux de ce type, d’autres en consomment plus que des matériaux d’impression. Les matériaux de support peuvent être les mêmes que ceux des modèles ou différents, et la manière de les retirer varie selon les procédés.
Les procédés d’impression 3D sont nombreux, trop nombreux pour pouvoir être décrits convenablement dans ce chapitre. Nous nous contenterons donc d’en présenter quatre, qui sont très répandus dans l’univers de l’impression laser et constituent potentiellement des procédés durables : l’extrusion thermoplastique, la projection de liant, la photopolymérisation et le frittage laser.
L’extrusion thermoplastique consiste à faire fondre un filament de matériau à l’aide d’une buse chauffante qui se déplace suivant trois axes (X, Y et Z) afin de déposer le matériau sur un lit ou une plateforme. Elle comprend la technologie de modélisation par dépôt de fil en fusion ou FDM (pour fused deposition modelling), également appelée impression par dépôt de fil fondu ou FFF (pour Fused Filament Fabrication), qui est l’une des plus anciennes technologies de fabrication additive et la première à avoir fait l’objet d’applications open source. Ce procédé offre généralement une résolution moindre que les autres technologies, mais il a l’avantage d’être simple, fiable et peu coûteux.
Les matières plastiques généralement utilisées avec cette technologie sont l’acrylonitrile butadiène styrène (ABS), qui sert également à fabriquer les briques Lego ; l’acide polylactique (PLA), matière plastique d’origine végétale et biodégradable qui est souvent employée dans les emballages alimentaires ; et le poly(téréphtalate d’éthylène glycol) (PET), qui est la matière dans laquelle sont fabriqués la plupart des bouteilles en plastique et d’autres emballages courants. La technologie FDM peut aussi être utilisée avec de l’argile, de la pâte à modeler, des élastomères et des alliages eutectiques.
Elle génère potentiellement très peu de déchets lorsque la géométrie des pièces ne nécessite pas de matériau de support, et elle peut en principe extruder n’importe quel thermoplastique, même ceux comprenant des additifs. Les imprimantes fonctionnant par extrusion ne peuvent fabriquer qu’une seule pièce à la fois, et la durée d’impression est directement corrélée à la quantité de matériau imprimée.
Le procédé de projection de liant fonctionne comme l’impression à jet d’encre bidimensionnelle, si ce n’est que l’encre liquide projetée sur le papier est ici remplacée par du liant liquide qui est projeté sur un lit de poudre, avant que la couche de poudre suivante soit déposée par voie mécanique, et ainsi de suite.
Il permet d’imprimer de nombreux matériaux différents, qui vont du plâtre au sucre (Molitch-Hou, 2015) en passant par la céramique (cuite après impression) et les poudres métalliques (frittées après impression). Des chercheurs de l’Université de Californie à Berkeley ont utilisé le procédé de projection de liant pour imprimer de la sciure, du béton, du sel, de l’amidon et d’autres matières.
Cette méthode permet des impressions de très grande qualité en termes de résolution et de couleur. Théoriquement, la production de déchets peut être quasi nulle, car la poudre est réutilisable et le recours à des matériaux de support n’est pas nécessaire. Parmi les quelques méthodes d’impression qui ont été soumises à une ACV complète, la projection de liant employée avec des matériaux verts est l’une des plus prometteuses en termes de durabilité (Faludi et al., 2015b). Cela étant, bien souvent, les matériaux utilisés lors des expériences n’atteignent pas encore le niveau de qualité requis pour des produits de consommation. Les imprimantes fonctionnant selon ce procédé peuvent fabriquer plusieurs pièces à la fois, et la durée d’impression est davantage liée à la hauteur de la pièce qu’à la quantité de matériau imprimée.

Source : Faludi, J. et al. (2015b), « Does material choice drive sustainability of 3D printing? », https://waset.org/Publication/does-material-choice-drive-sustainability-of-3d-printing-/10000327.
Dans l’impression par photopolymérisation, on emploie un photopolymère liquide qui durcit au contact des rayonnements UV : pour projeter ceux-ci, la stéréolithographie (SLA) utilise un rayon laser UV, la technique de traitement numérique de la lumière ou DLP (digital light processing) fait appel à un projecteur d’UV numérique. Le procédé CLIP (continuous liquid interface production) recourt à un projecteur UV en modifiant les conditions de polymérisation. La SLA, parfois appelée fabrication optique ou impression résine, est le plus ancien procédé d’impression 3D. La technique DLP est généralement plus rapide, tandis que le procédé CLIP permet de décupler la vitesse d’impression.
Le système PolyJet est un procédé largement employé qui combine les méthodes de photopolymérisation et de projection de liant. Il utilise des têtes d’impression pour projeter un photopolymère sur une surface, puis le durcit à l’aide d’une lampe UV. Toutes ces méthodes permettent d’imprimer en haute résolution des pièces possédant une excellente finition de surface et acceptables dans des produits du commerce.
En règle générale, la SLA ne nécessite pas de matériau de support ; pour les autres méthodes, les besoins varient en fonction de la géométrie de la pièce et sont plus importants dans le cas du procédé PolyJet. Le polymère liquide employé dans les procédés SLA et DLP peut être réutilisé tant qu’il n’est pas solidifié, mais pas indéfiniment. En revanche, les déchets du procédé PolyJet ne sont pas réutilisables ni recyclables, et les imprimantes actuelles en produisent beaucoup : 43 % du matériau consommé en moyenne, sans compter le matériau de support (Faludi et al., 2015a).
Les photopolymères utilisés actuellement dans l’impression 3D se caractérisent tous par une certaine toxicité sous leur forme liquide ; ils obtiennent souvent un score d’impact sur la santé de 2 sur 4 selon le système HMIS (Hazardous Materials Identification System) (3D Systems, 2012), qui est comparable à celui de nombreux polyépoxydes. En règle générale, ils ne sont toutefois plus considérés comme toxiques une fois solidifiés.
Les imprimantes utilisant la technologie de photopolymérisation peuvent créer plusieurs pièces à la fois, et la durée d’impression est plus liée à la hauteur de la pièce qu’à la quantité de matériau imprimée.
Source : Faludi, J. et al. (2015a), « Comparing environmental impacts of additive manufacturing vs. traditional machining via life-cycle assessment », http://dx.doi.org/10.1108/RPJ-07-2013-0067.
Le frittage laser consiste à agglomérer de la poudre à des endroits particuliers en la chauffant au moyen d’un rayon laser. La plupart des imprimantes emploient le frittage sélectif par laser (SLS), la fusion sélective par laser (SLM) et le frittage laser direct de métal (DMLS). Dans ces procédés, de la poudre est étalée sur un lit, puis frittée ou fondue uniquement en des endroits particuliers à l’aide d’un rayon laser pour former la première strate de la pièce. Une nouvelle couche de poudre est ensuite étalée par voie mécanique puis fondue pour imprimer la strate suivante, et ainsi de suite. D’autres procédés de fusion laser projettent la poudre par une buse en la faisant fondre ; c’est le cas notamment de la technique de dépôt direct de métal (DMD) et de la construction laser additive directe (CLAD).
Les machines utilisant la fusion laser peuvent imprimer des thermoplastiques, des métaux, de la céramique et du verre. La matière plastique la plus courante est le nylon et les métaux les plus employés sont l’acier, l’aluminium et le titane ; des alliages exotiques de métal et de céramique sont parfois utilisés pour fabriquer des pièces destinées à l’industrie aérospatiale.
La poudre métallique ou plastique non fondue peut être réutilisée pour d’autres impressions entre cinq et dix fois environ (Slotwinski et al., 2014 ; Dotchev et Yusoff, 2009), même si on s’abstient souvent de le faire pour prévenir le risque d’altération de la qualité. Des matériaux de support sont nécessaires non pour éviter l’affaissement des pièces, mais pour empêcher leur déformation. Après avoir été retirés, ces matériaux sont généralement mis en décharge lorsqu’il s’agit de plastiques ; les métaux sont en revanche souvent recyclés comme le seraient des résidus d’usinage.
Les imprimantes à frittage laser peuvent créer plusieurs pièces à la fois, et la durée d’impression est davantage liée à la hauteur de la pièce qu’à la quantité de matériau imprimée. Avec les imprimantes à fusion par laser, les délais de préchauffage et de refroidissement peuvent être longs, et beaucoup de temps peut également être nécessaire pour retirer les pièces, d’où l’intérêt d’imprimer par lots.

Source : Grossman, B. (2003), « Oldest news », www.bathsheba.com/artist/news_old_0.html (consulté le 1er mai 2015).
Le tableau 5.1 propose une vue synthétique des différentes technologies d’impression 3D abordées dans ce chapitre qui donne des informations sur leur fonctionnement et leur coût.
Source : Analyse des auteurs.
Depuis dix ans, l’impression 3D s’est grandement améliorée sur plusieurs plans. Les indicateurs les plus importants comprennent la qualité d’impression, la taille des objets imprimés, la durée d’impression et le choix des matériaux. Cette section décrit les arbitrages liés aux technologies qui contribuent à déterminer les effets économiques et les conséquences environnementales de la large diffusion de l’impression 3D. Ces aspects devront être pris en compte en cas d’application à plus grande échelle des technologies 3D dans les prochaines décennies.
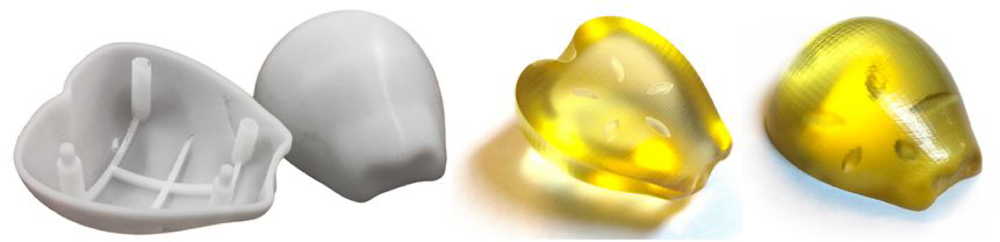
Aujourd’hui, l’impression 3D est largement utilisée pour le prototypage, car les impressions de haute qualité restent onéreuses. La qualité d’impression s’est toutefois améliorée, et certains types d’imprimantes permettent déjà de fabriquer des pièces de produits finis acceptables à un coût moindre que d’autres méthodes de fabrication (couronnes dentaires obtenues par SLA, par exemple) (Bammani, Birajdar et Metan, 2012). La qualité d’impression est déterminée par la résolution, la tolérance, la solidité structurelle, la régularité de la finition, la stabilité dimensionnelle et d’autres facteurs. Elle peut aussi englober des facultés particulières, comme celle d’imprimer un même objet en plusieurs couleurs ou en plusieurs matériaux. En comparant les Graphique 5.2Graphique 5.3 au Graphique 5.1, on constate que les pièces obtenues avec les procédés SLA, PolyJet et SLS offrent généralement une plus haute résolution et des surfaces plus lisses que celles fabriquées au moyen de la méthode FDM ou celles produites de façon expérimentale en sel par projection de liant.
L’amélioration de la résolution augmente souvent le temps nécessaire à la production et donc aussi le coût et la consommation d’énergie. Avec la technologie FDM, par exemple, doubler la résolution oblige à faire parcourir deux fois plus de strates à la tête d’impression, de sorte que la durée d’impression est multipliée grosso modo par deux. Avec la méthode SLA, la même démarche oblige à utiliser un polymère qui doit être exposé beaucoup plus longtemps au rayon UV pour durcir, ce qui allonge également la durée d’impression. Dans les deux cas, l’allongement de la durée augmente la consommation d’énergie, puisque l’imprimante utilise la même quantité d’électricité beaucoup plus longtemps. Cependant, il n’en est pas toujours ainsi. Une imprimante DLP dont le projecteur permet une résolution deux fois plus importante ne consomme pas forcément beaucoup plus d’énergie qu’un modèle à plus faible résolution, car ce composant n’entre que pour une faible part dans la consommation d’électricité totale de la machine.
Le principal obstacle à des impressions 3D de haute qualité et peu coûteuses à grande échelle est le temps nécessaire au processus, qui reste long même s’il commence à diminuer. À l’heure actuelle, l’impression d’une pièce creuse de 5 cm x 5 cm x 2.5 cm comme celle représentée dans les Graphique 5.1 à Graphique 5.3, dont la masse est équivalente à celle d’une coque de téléphone mobile, peut prendre des heures, alors que le procédé de moulage par injection permet de la fabriquer en quelques secondes. Le secteur de l’impression 3D s’emploie à raccourcir ces durées, mais son principal marché reste celui des prototypeurs, pour qui la rapidité est appréciable mais pas indispensable. Avec la diffusion de l’impression 3D dans le secteur manufacturier, l’accélération des impressions est devenue prioritaire pour les constructeurs d’imprimantes.
Une solution consiste tout simplement à employer des versions plus grandes des imprimantes existantes, qui permettent d’imprimer plus de pièces à la fois. Mais il existe aussi des conceptions révolutionnaires, comme l’imprimante CLIP mise au point par Carbon3D, start-up de la Silicon Valley, qui est présentée par ses créateurs comme 25 à 100 fois plus rapide que les imprimantes 3D traditionnelles et capable d’imprimer la pièce creuse évoquée ci-dessus en quelques minutes au lieu de plusieurs heures. Cette accélération découle des caractéristiques chimiques de l’imprimante, qui permettent le durcissement en continu du photopolymère liquide pendant le déplacement de la plateforme, sans qu’il soit nécessaire de marquer une pause pour chaque strate comme avec toutes les autres imprimantes 3D (Rolland et Desimone, 2016). Pour sa part, la société 3D Systems affirmait en 2014 développer une imprimante 50 fois plus rapide que les modèles d’alors (McKenna, 2014), même si cette machine n’a toujours pas été présentée au moment où ces lignes sont imprimées. Toujours est-il que la tendance au raccourcissement des durées d’impression devrait faire considérablement baisser le coût de fabrication unitaire des pièces. Cependant, on ignore pour l’instant dans quelle mesure et à quel rythme les prix diminueront pour les clients, car le modèle économique de « l’appât et de l’hameçon » est répandu dans le secteur. Par exemple,même si l’imprimante Carbon3D accélère considérablement l’impression, le prix élevé du photopolymère qu’elle utilise pourrait empêcher une baisse vraiment importante du coût unitaire de fabrication des pièces.
L’impression 3D évolue à la fois vers la fabrication d’objets très grands et d’objets très petits. Parmi les premiers, il y a des objets architecturaux comme la maison Canal House produite avec l’imprimante KamerMaker aux Pays-Bas (Wainwright, 2014), les panneaux en béton imprimés par la société WinSun qui ont servi à construire un immeuble d’habitation de cinq étages en Chine (Starr, 2015) et la base lunaire qu’il est envisagé de créer à l’aide de la technologie Contour Crafting dans le cadre d’un partenariat entre l’Université de Californie à Los Angeles et la NASA (Khoshnevis et al., 2012). Dans le domaine automobile, Local Motors a créé un prototype de voiture électrique imprimée en 3D, la Strati (Davis, 2014). S’agissant des objets très petits, l’impression 3D aux échelles micro- et nanométrique a surtout consisté à produire des matériaux possédant certaines propriétés micro- et nanométriques à grande échelle (Campbell et Ivanova, 2013), mais elle a aussi donné lieu à l’impression d’objets à ces mêmes échelles. Ainsi, une abeille robot pesant à peine plus de 90 milligrammes a été fabriquée grâce aux techniques des microsystèmes hybrides (Sreetharan et al., 2012), des diodes électroluminescentes quantiques ont été produites par impression 3D (Kong et al., 2014) et des batteries lithium-ion affichant une densité énergétique quasi inégalée ont été imprimées à l’échellemillimétrique (Sun et al., 2013).
Dans les années à venir, les imprimantes 3D permettront de produire des objets à bas coût en une large variété de tailles. Pour des raisons à la fois techniques et économiques, ces avancées concerneront sans doute davantage les grands objets que les petits. L’impression 3D à petite échelle est moins intéressante économiquement, car la fabrication à l’échelle nanométrique doit être une fabrication de masse pour être utile. Les puces informatiques contiennent souvent des milliards de transistors (Meindl, 2003) et des millions de nanotubes de carbone tiennent dans un centimètre cube (Andrews et al., 1999). Les imprimantes 3D devront devenir beaucoup plus rapides pour pouvoir rivaliser économiquement dans ce domaine (Li et al., 2011). Il existe aussi des limites technologiques : les lasers employés pour l’impression 3D à petite échelle sont incapables physiquement d’atteindre la résolution d’autres méthodes de nanofabrication (Li et al., 2011). Le fait de combiner des étapes de fabrication faisant appel à des méthodes traditionnelles et à l’impression 3D peut être porteur d’améliorations économiques et environnementales dans les processus de production électronique (Miettinen et al., 2008), mais il faudra probablement des décennies avant que l’impression 3D soit en mesure de se substituer pleinement à l’industrie des semi-conducteurs pour la fabrication de puces.

Photo ©Local Motors, Inc.
Sources : Davis, J. (2014), « This is the world’s first 3D printed electric car », www.businessinsider.com/this-is-the-worlds-first-3d-printed-electric-car-2014-12#ixzz3QB6iqz5x (consulté le 15 janvier 2015) ; Local Motors, Inc.
L’éventail des matériaux utilisables en impression 3D s’étoffe rapidement, ce qui est propice à la diffusion de cette technologie sur un plus grand nombre de marchés. Les imprimantes 3D peuvent être utilisées entre autres avec du plastique, des métaux, de la céramique, du papier et des aliments. Aujourd’hui, il est même possible d’imprimer en 3D des cellules humaines vivantes. Les matériaux peuvent en outre se présenter sous une multitude de formes : poudre, résine, pâte, fil, etc. Il existe des imprimantes FDM de bureau bon marché capables d’imprimer du plastique souple ou rigide, du plastique dont la couleur change en fonction de la température et du plastique intégrant des fibres de bois ou des nanotubes de carbone (Krassenstein, 2014).
La plupart des constructeurs d’imprimantes 3D ont opté pour le modèle économique de l’appât et de l’hameçon en vendant relativement cher des matériaux propriétaires. Cependant, de nouveaux matériaux sont régulièrement créés et partagés par les communautés open source et de hackers. Il existe ainsi des communautés en ligne où les utilisateurs d’imprimantes à projection de liant partagent des recettes de poudre ou de liant à confectionner soi-même (mélange de vodka et d’amidon, par exemple, ou de sciure).
Dans les années à venir, la plus importante avancée concernant les matériaux sera peut-être la mise au point d’imprimantes 3D capables d’imprimer des pièces en plusieurs matériaux ou dans un matériau unique dont les propriétés varient entre les différentes parties. Aujourd’hui, l’impression 3D ne permet pas de produire un téléphone mobile – elle permet seulement de fabriquer des composants simples comme le boîtier en plastique, qu’il faut ensuite assembler avec les éléments électroniques. Les seuls produits complets imprimables en 3D sont des objets simples sur le plan des matériaux, tels que des jouets en plastique ou des bijoux en métal. Pour tous les autres produits, seule une partie des composants peut être fabriquée ainsi. Cependant, la possibilité d’imprimer en plusieurs matériaux ouvre la voie à la production de pièces capables de fonctionner comme des assemblages de pièces. Des chercheurs ont réussi à imprimer des atèles antidouleur, des chaises longues à absorption de bruit et d’autres produits composés de plusieurs matériaux (Oxman, 2010), et on trouve déjà dans le commerce des imprimantes capables d’imprimer 14 matériaux à la fois (Stratasys, 2015). Toutefois, il faudra sans doute encore au moins une décennie avant d’arriver à imprimer un téléphone fonctionnel, ce qui tient à la fois aux limites propres des matériaux et à celles déjà évoquées concernant la taille des objets imprimés.Des machines multimatériaux capables d’imprimer des circuits à l’intérieur de pièces en plastique ont été testées avec succès (Silverbrook, 2004) et pourraient faire sous peu leur apparition sur le marché, ce qui permettrait de remplacer des assemblages de pièces par des pièces imprimées aux industriels.
L’impression combinée de matériaux dissemblables réduit fortement les possibilités de recyclage (Dahmus et Gutowski, 2007), ce qui pose un problème de durabilité environnementale. En revanche, en faisant varier les propriétés d’un même matériau à l’intérieur d’une pièce, il est possible de produire un objet qui est recyclable. Dans le même ordre d’idées, si les matériaux imprimés sont différents mais tous compostables, comme certains bioplastiques ou composites, il n’est pas nécessaire de les séparer (même s’il faut noter que le moulage par injection permet tout aussi bien de fondre ensemble deux plastiques compostables). À l’avenir, même les circuits pourraient être compostables, puisqu’il est déjà possible de rendre biodégradables des encres conductrices à base de carbone (Kilner, 1993). Cela vaut aussi pour l’incinération, qui permet une valorisation énergétique de plastiques mélangés.
L’évolution de la consommation d’énergie des imprimantes est difficile à prévoir, dans la mesure où l’énergie est trop peu chère pour avoir une influence déterminante sur le marché. Les imprimantes FDM de bureau consomment beaucoup moins d’énergie par pièce produite que les équivalents industriels (Faludi et al., 2014), mais leur qualité n’est pas à la hauteur des exigences de la production de masse. Une exploitation plus rationnelle des imprimantes – utilisation de machines SLA, SLS, PolyJet ou à projection de liant pour imprimer plusieurs pièces à la fois, ou de machines FDM pour imprimer des pièces creuses, par exemple – permet assurément de réduire l’énergie et le temps nécessaires pour produire une pièce (Baumers et al., 2013 ; Baumers et al., 2011b). Cela étant, une baisse de la durée d’impression n’est pas forcément un gage de diminution de la consommation d’énergie. Certes, l’imprimante Carbon3D annoncée récemment devrait être en mesure de produire des pièces entre 25 et 100 fois plus vite que les autres d’après ses concepteurs (Rolland et Desimone, 2016), moyennant une consommation de poudre probablement comparable à celle des imprimantes similaires (même si les données à ce sujet n’ont pas été publiées), et réduire ainsi radicalement la consommation d’énergie par pièce produite, mais d’autres nouvelles imprimantes à grande vitesse comme le système destiné autéléphone Ara de Google pourraient raccourcir les temps d’impression au prix d’une consommation d’électricité accrue.
L’impression 3D fera son entrée dans bien des secteurs d’activité dans les prochaines années, mais elle sera limitée par une courbe de croissance hyperbolique : en l’occurrence, il lui sera facile de conquérir les marchés caractérisés par un nombre plutôt restreint de produits à coût moyen ou élevé, mais elle ne pourra pas prendre pied sur ceux où la production est abondante et à très bas coût. Elle aura donc plus d’impact dans certains secteurs, tandis que dans d’autres, elle influencera uniquement des start-ups et des groupes de petites entreprises pendant un certain temps. L’économie de l’impression 3D aura sans doute des conséquences sociales importantes dans les pays développés comme dans les pays en développement.
L’impression 3D coûte plus cher par unité produite que les méthodes de fabrication classiques, mais elle évite les coûts de configuration des machines entre deux lots de production différents, et c’est cet aspect qui peut faire pencher l’équation économique en sa faveur aux yeux des fabricants. Les coûts d’équipement sont très variables, mais aussi bien les machines à moulage par injection que les imprimantes 3D industrielles coûtent entre plusieurs dizaines de milliers et plusieurs centaines de milliers de dollars. En supposant que les coûts d’équipement sont amortis pour devenir grosso modo identiques, le passage du moulage par injection à l’impression 3D devient rentable lorsque l’augmentation du coût de production unitaire est compensée par les coûts de configuration évités, c’est-à-dire lorsque :
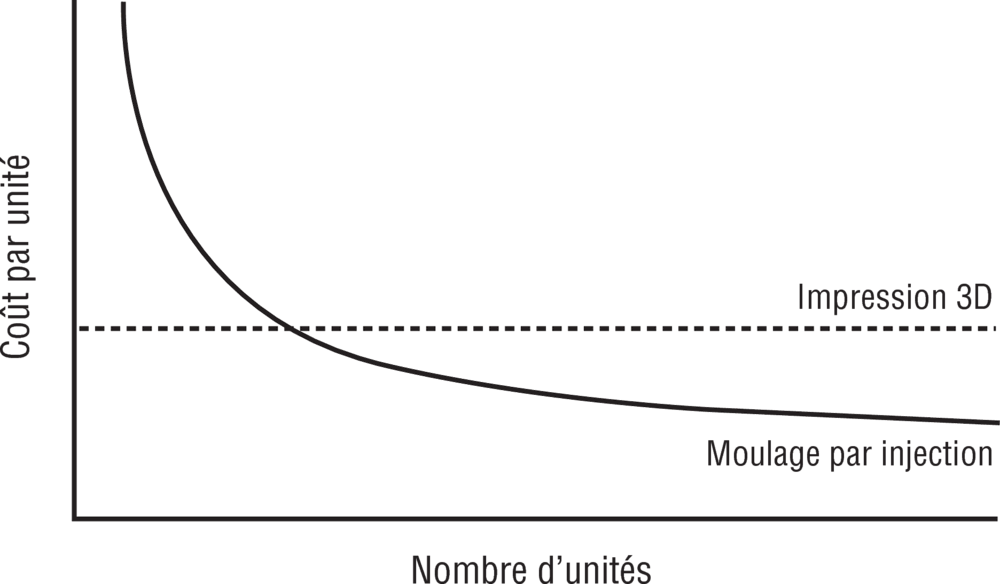
où N = nombre d’unités par lot, C = coût d’outillage/de configuration des machines pour la production d’un nouveau lot, C3D = coût unitaire de la production de N unités par impression 3D et CIM = coût unitaire de la production de N unités par moulage par injection (Askin et Goldberg, 2007). Dans cette équation, les coûts liés à la chaîne d’approvisionnement (transport, logistique…), sur lesquels l’impression 3D permet également de réaliser des économies, peuvent être considérés comme comptabilisés dans les coûts de configuration par souci de simplification. À l’évidence, moins l’impression 3D est coûteuse, plus son marché potentiel est important, mais il s’agit d’une courbe hyperbolique et non linéaire, comme le montre le Graphique 5.5.
Source : Calculs des auteurs.
Par exemple, en supposant que l’outillage et la configuration des machines de moulage par injection nécessaires pour produire la pomme en plastique représentée dans les Graphique 5.1Graphique 5.2 coûtent 10 000 EUR et que la fabrication par moulage par injection de chaque pièce revient à 0.50 EUR, la réalisation de cet objet par impression 3D à un prix unitaire de 5.50 EUR reste plus rentable (soit dix fois supérieur au prix unitaire) tant que la production n’atteint pas 2 000 unités. En revanche, à 100 000 unités produites, l’impression 3D reste compétitive face au moulage par injection, si son prix unitaire descend à 0.60 EUR. Et à 1 million d’unités, seul un prix unitaire de 0.51 EUR lui permet de rester rentable (soit seulement 1 centime de plus que le coût du moulage par injection).
Concrètement, dans l’industrie, les courbes des coûts se croisent à des niveaux de production plus ou moins élevés. Certains auteurs ont situé les points de croisement à quelques dizaines d’unités dans la production de pièces métalliques (White et Lynskey, 2013 ; Atzeni et Salmi, 2012) ou à quelques centaines dans celle de pièces en plastique (Bhasin et Bodla, 2014 ; Sculpteo, 2014). Conner et al. (2014) ont constaté que pour fabriquer des lots de moins de 10 000 exemplaires de certaines pièces en plastique, le frittage sélectif par laser pouvait d’ores et déjà coûter moins cher que le moulage par injection. L’impression 3D va donc poursuivre l’expansion rapide qu’elle a déjà amorcée dans le domaine de la production à petite échelle, mais elle aura beaucoup plus de mal à se faire une place dans la fabrication de masse tant que son coût n’aura pas baissé de façon spectaculaire.
D’après les estimations de Bhasin et Bodla (2014), ce coût diminuera d’environ un tiers d’ici à 2020, ce qui ne sera pas suffisant pour que le point de croisement des courbes de coûts s’approche du million d’unités. Selon les mêmes auteurs, bien que l’impression 3D puisse réduire radicalement les coûts de transport, de logistique, d’entreposage et autres liés à la détention des produits, ceux-ci ne représentent qu’une faible proportion des coûts totaux de la plupart des produits, si bien qu’il n’en résultera pas une accélération significative de sa diffusion dans l’industrie. L’impression 3D ne remplacera donc sans doute pas le moulage par injection dans la fabrication en très grande série avant dix ou vingt ans, même si elle peut devenir la norme dans la production de pièces en petit nombre. Cet horizon pourrait être plus rapproché en cas de percées technologiques, mais pas de beaucoup étant donné l’inertie de l’industrie. En ce qui concerne l’impression sur papier, les imprimantes numériques 2D ont été commercialisées dès le début des années 80, mais il a fallu attendre le milieu de la décennie suivante pour qu’elles se généralisent, et le passage de la première utilisation à l’intégration complète dans les systèmes de production a pris cinq ans ou plus dans beaucoup d’entreprises (Parnell, 2007).
Cette évaluation prudente ne revient pas à sous-estimer la courbe de croissance de l’impression 3D ; beaucoup de secteurs produisent des pièces en quelques milliers d’exemplaires ou moins. Des secteurs de pointe comme les industries aérospatiale et de défense et les appareils médicaux produisent souvent des pièces à quelques centaines d’unités. Certaines sont d’ores et déjà fabriquées par impression 3D, car cela revient moins cher, comme indiqué dans l’introduction. L’impression 3D de produits individualisés fabriqués en grandes quantités comme certaines audioprothèses ou les couronnes dentaires coûte ainsi moins cher, dans la mesure où chaque exemplaire est différent malgré une production qui se chiffre en millions. Les prothèses médicales et les équipements sportifs de haut niveau pourraient bien devenir le prochain domaine de prédilection de l’impression en petites quantités.
D’autres secteurs restent pour l’instant à l’écart du développement de l’impression 3D, mais cela devrait changer dans les années à venir pour ceux qui fabriquent par exemple des jouets, des machines de précision, des produits optiques et différents biens de luxe. Dans les cinq à dix prochaines années, des meubles, des vêtements et des articles ménagers de créateurs pourraient être imprimés en 3D. Tous ces secteurs se caractérisent par ce que le McKinsey Global Institute (2012) appelle une « densité de valeur » et une « densité de main-d’œuvre » relativement fortes : autrement dit, leurs produits ont une valeur élevée rapportée à leur masse, et une part assez importante de leurs coûts de fabrication est imputable aux coûts de main-d’œuvre, que l’impression 3D permet de réduire ou d’éliminer. Le secteur des jouets est particulièrement susceptible d’être concerné, car son marché est très saisonnier et instable, avec régulièrement des produits qui connaissent un succès fulgurant difficilement prévisible.
L’impression 3D peut par ailleurs permettre de porter instantanément la production à un niveau élevé sans qu’il soit nécessaire au préalable de fabriquer des biens et de les conserver dans des entrepôts. Elle a en outre l’avantage d’éliminer les coûts qu’impose l’outillage de plusieurs chaînes de production au pied levé. L’évolution de la production de meubles et de vêtements est plus difficile à prévoir dans la mesure où la plupart des activités de recherche et développement consacrées aux imprimantes 3D ne sont pas tournées vers ces marchés. Dans l’industrie textile, on peut cependant citer l’exemple de la chaussure Flyknit de Nike, produite par un procédé de tricotage 3D commandé par ordinateur, qui se vend très bien (Townsend, 2012).
La taille des produits restera un facteur limitatif. Il est plus rentable de fabriquer de petites pièces par impression 3D, car les principaux facteurs de coûts de cette technologie sont la durée d’impression et la consommation de matériaux, qui sont toutes les deux liées à la taille des pièces fabriquées. Logiquement, le secteur de la joaillerie n’a donc pas tardé à s’intéresser à l’impression 3D, puisqu’il produit souvent en quantités très restreintes des articles au coût unitaire très élevé. À l’inverse, pendant encore au moins une décennie, il est peu probable que l’impression 3D contribue significativement dans la production de l’industrie automobile, qui utilise beaucoup de pièces de grandes dimensions fabriquées en grande quantité avec une marge faible ou moyenne. Cette hypothèse n’est cependant pas exclue : l’outillage automobile représente déjà quelque 18 % du marché de l’impression 3D, et des innovations comme la voiture Strati pourraient inciter le secteur à se tourner vers la production de pièces finies.
L’architecture est le domaine où le défi lié à la taille d’impression est le plus important, mais elle peut aussi constituer une opportunité en or pour l’impression 3D, puisqu’elle conçoit avant tout des produits sur mesure avec une forte intensité de main-d’œuvre. Comme indiqué plus haut, l’impression 3D y a déjà fait son entrée. Mais ces premiers efforts, quoique prometteurs, ne doivent pas faire oublier que le secteur de la construction est bien connu pour être prudent. Même s’il existait aujourd’hui des imprimantes 3D capables d’assurer indéniablement une production de meilleure qualité à un coût plus bas que les techniques de construction manuelle, il faudrait probablement encore une décennie avant que l’innovation conquière ce marché en l’absence d’incitations publiques. Et des incitations en ce sens susciteraient sans doute une opposition politique en raison des destructions d’emplois qui résulteraient d’une automatisation de la construction. À l’autre extrémité, les pièces électroniques très petites à circuits imprimés sont sans doute trop petites pour que l’impression 3D pénètre rapidement ce marché. Les circuits sophistiqués ont une densité de valeur plus élevée que les jouets ou l’habillement, mais leur fabrication restera hors de portée de l’impression 3D dans un avenir prévisible.
Aux conséquences environnementales de l’impression 3D s’ajouteront des incidences sociales significatives. On assistera en particulier à une évolution du paysage des entreprises. L’accès aux imprimantes 3D peut être un instrument d’autonomisation pour les start-ups et les petites entreprises. Les pays développés pourraient connaître une « relocalisation » des productions, et les pays en développement, une progression de l’entrepreneuriat. Cependant, le recul de l’emploi dans l’industrie manufacturière s’en trouvera amplifié.
Dans tous les secteurs industriels, les start-ups commencent par produire des pièces en quelques milliers d’exemplaires ou dans des quantités moindres. La possibilité de produire de façon économique des pièces en petite série par impression 3D permettra à un plus grand nombre d’entreprises de se lancer avec moins de capitaux dans des activités manufacturières. Elle permettra aussi aux entreprises de toutes tailles de consacrer plus de temps à la mise au point des produits, en commençant par les fabriquer en petite série et en les améliorant ensuite à la lumière des réactions des clients avant de lancer la production à plus grande échelle. Alors que la tendance mondiale est au « morcellement de la demande », avec davantage de versions des produits et un raccourcissement de leurs cycles, cela représente une part de plus en plus importante des marchés (McKinsey Global Institute, 2012). Toutefois, cette évolution peut aussi avoir pour effet secondaire d’ouvrir la voie à davantage d’obsolescence programmée.
L’un des inconvénients sociopolitiques de l’impression 3D est la disparition d’emplois qualifiés dans l’industrie manufacturière par l’automatisation. Ainsi, dans le cadre d’une expérience de l’Université de Californie à Berkeley (Faludi et al., 2014), la création d’un prototype à l’aide d’une fraiseuse à commande numérique hautement automatisée a pris plusieurs heures à un opérateur qualifié, mais sa production par impression 3D n’a nécessité que quelques clics de souris. L’évolution qui se dessine sera probablement semblable à la transformation du secteur de l’imprimerie dans les années 90, qui a vu beaucoup de destructions d’emplois, mais aussi l’apparition d’emplois nouveaux. Comme le note Parnell (2007), « les logiciels de mise en page ont inévitablement entraîné une déqualification des tâches, mais les qualifications d’origine, acquises et appliquées par les travailleurs au fil de nombreuses années d’évolution rapide des technologies, sont demeurées pertinentes, et l’acquisition de nouvelles compétences liée à l’informatisation a été jugée favorablement ». On ignore combien d’emplois disparaîtront ou changeront dans le cadre de la transition de la fabrication vers l’impression 3D.
La baisse des coûts de main-d’œuvre permise par l’impression 3D peut avoir pour avantage de susciter une « relocalisation » de la fabrication, c’est-à-dire le retour dans les pays à salaires élevés d’activités qui avaient été délocalisées dans des pays à bas salaires (Tavassoli, 2013). L’ampleur de ce phénomène est difficile à prédire, mais il suivra sans doute la courbe de croissance déjà évoquée : il concernera d’abord les produits à forte marge fabriqués en petite série, et ensuite les produits à plus bas coût fabriqués en quantité plus importante. Il faut cependant garder à l’esprit que l’impression 3D sert généralement à produire des pièces et non des produits entiers, et que cela ne changera qu’avec la mise au point de procédés d’impression multimatériaux beaucoup plus sophistiqués qu’aujourd’hui (ce qui prendra de nombreuses années). Les produits devront donc toujours être assemblés quelque part, ce qui pourrait limiter l’ampleur du phénomène de relocalisation. Il n’en reste pas moins que des gains importants sont possibles, puisque l’impression 3D permet de fabriquer des pièces complexes qui devaient auparavant être assemblées, d’où un besoin moindre en main-d’œuvre pour les tâches d’assemblage.
Certains ont qualifié l’impression 3D d’aubaine pour les pays en développement (Birtchnell et Hoyle, 2014), en raison des possibilités qu’elle offre de s’affranchir des chaînes d’approvisionnement et donc de régler les problèmes de distribution dans les pays aux infrastructures modestes. Cette vision optimiste fait peu de cas des répercussions économiques qu’aurait sur ces pays une relocalisation de la production vers les nations développées, mais il est vrai que ses promoteurs se sont généralement focalisés sur les régions les plus rurales où vivent les populations les plus démunies, qui ne sont pas concernées par les productions délocalisées. Ceux-ci oublient en outre que la plupart des imprimantes d’aujourd’hui permettent de fabriquer des pièces mais non des produits entiers, et surtout que des chaînes d’approvisionnement sont nécessaires pour l’entretien et la réparation des imprimantes elles-mêmes et des ordinateurs qui servent à modéliser les objets imprimés. Si un village n’a pas de chaîne d’approvisionnement pour une simple pièce en plastique, comment pourrait-il en avoir pour une carte mère d’ordinateur ? Depuis les années 70 et 80, beaucoup de projets d’électrification solaire lancés avec les meilleures intentions dans les pays en développement ont échoué en raison de l’impossibilité de réparer la moindre pièce tombée en panne (Dichter, 2003). Comme l’admettent Birtchnell et Hoyle, l’impression 3Dau service du développement ne verra pas le jour avant au moins dix ans, car cela nécessite qu’elle soit tout à la fois abordable, « flexible » (réparable et modernisable), simple, adaptable en dimension et de qualité suffisante pour être réellement utile (Birtchnell et Hoyle, 2014). D’un point de vue démographique, la conception au service du développement est généralement tournée vers la « base de la pyramide », à savoir un très grand nombre de personnes avec très peu de moyens financiers. Comme le montre la courbe des coûts décrite plus haut, on est là aux antipodes des avantages de l’impression 3D.
Néanmoins, l’impression 3D pourrait s’avérer plutôt bénéfique pour le développement selon différents scénarios dans les grandes villes des pays pauvres. Les pays en développement ont sauté le stade de la téléphonie fixe pour passer directement à la téléphonie mobile, qui procure d’énormes avantages économiques et sociaux à des millions de personnes ; un phénomène similaire pourrait conduire à l’émergence de petits fabricants urbains. Pour les pays en développement, le principal avantage est probablement le même que pour les pays développés : permettre à des start-ups et des petites entreprises ayant peu de capitaux de se lancer dans la fabrication à petite échelle, et utiliser ensuite les revenus pour financer le développement vers une production en grande série. Au lieu de prendre la place des réseaux de fabrication et de distribution centralisés, l’impression 3D pourrait se substituer aux capital-risqueurs. Ensuite, lorsque la production atteint l’échelle des méthodes de fabrication classiques, les entrepreneurs peuvent produire des produits pour un grand nombre de personnes démunies et appuyer le développement économique à grande échelle. L’impression 3D aura en plus l’avantage d’aider les start-ups des pays en développement à contourner les obstacles liés au déficit d’infrastructures pour les chaînes d’approvisionnement jusqu’à ce que leur croissance leur permette de se payer leurspropres infrastructures. Mais comme l’imprimante 3D a elle-même besoin d’une infrastructure et d’une chaîne d’approvisionnement, elle paraît plus utile comme un tremplin que comme une finalité en soi. À l’avenir, des études devraient examiner ces scénarios par comparaison avec la fabrication rurale.
Le recours à l’impression 3D à grande échelle ne provoquera pas de façon uniforme une augmentation ou une diminution des incidences environnementales des activités de fabrication. Les effets dépendront des articles fabriqués. La plupart des produits sont constitués de plusieurs pièces fabriquées selon différentes méthodes : moulage, estampage et cintrage, extrusion, soudage, etc. Ces technologies ont des incidences variées, qui dépendent dans une large mesure des pièces qu’elles servent à fabriquer. Pour prévoir avec précision les conséquences environnementales de leur remplacement par l’impression 3D, il faudrait donc comparer cette dernière à la séquence de méthodes qu’elle remplace dans la production de chacun des types de produits et matériaux concernés. C’est ce que recommandait d’ailleurs la RAM en 2009 (Bourell, Leu et Rosen, 2009), mais peu d’études ont été publiées depuis lors. Dans ce chapitre, nous comparerons l’impression 3D à seulement deux autres méthodes : l’usinage et le moulage par injection.
Le bilan des avantages de l’impression 3D par rapport à l’usinage et au moulage par injection ne se prête pas à des généralisations. Les incidences environnementales varient considérablement en fonction de plusieurs facteurs : le type d’imprimante, la géométrie des pièces fabriquées, le taux d’utilisation de la machine (temps morts et exploitation optimale du lit pour de nombreux types d’imprimantes), la configuration de l’impression et les matériaux. Cela étant, pour fabriquer une pièce creuse en plastique ou en métal « typique », l’impression 3D a généralement un impact environnemental par pièce moindre que l’usinage, mais plus élevé que le moulage par injection dans le cadre d’une production à grande échelle. Les plus fortes incidences environnementales découlent de la consommation d’énergie et de matières, même si cela varie en fonction de l’imprimante, du choix des matériaux et du scénario d’utilisation. En outre, la technologie évolue rapidement, si bien que certains systèmes aujourd’hui au stade expérimental pourraient avoir un impact nettement moindre que d’autres méthodes de fabrication, mais cette hypothèse doit être validée par des études plus poussées.
Dans les cinq à dix prochaines années, l’impression 3D supplantera probablement l’usinage dans bon nombre de ses applications (et peut-être même dans la plupart d’entre elles), mais cela ne devrait pas modifier dans des proportions importantes l’impact environnemental de l’industrie manufacturière dans le monde, car l’usinage représente une niche. L’usinage est le principal procédé mis en œuvre pour créer des prototypes ou produire en série limitée des pièces individualisées à la géométrie complexe. L’impression 3D a déjà commencé à chambouler ces marchés pour les pièces en plastique et en métal. Pour les pièces en plastique, on recourt aux technologies FDM, SLA et SLS pour produire des prototypes et des pièces en petite série ; pour les pièces en métal, elles sont imprimées notamment au moyen des procédés DMLS, SLM, DMD ou CLAD. La société Boeing a déjà abandonné l’usinage au profit de l’impression 3D pour produire plus de 20 000 exemplaires de 300 types de pièces (Davidson, 2012). Cela étant, l’usinage ne représente qu’une petite niche : d’après les statistiques du Bureau of Economic Analysis des États-Unis, les éléments issus d’usinage constitue moins de 1 % dans le chiffre d’affaires total de l’industrie manufacturière (BEA, 2014)1. Ainsi, même si le remplacement de l’usinagepar l’impression 3D se traduit par des améliorations spectaculaires sur le plan environnemental, il n’en résultera pas une baisse notable de l’impact environnemental de l’industrie manufacturière au niveau mondial.
En général, l’impression 3D a moins d’incidences environnementales par unité produite que l’usinage, mais il existe de nombreuses exceptions : ainsi, le recours à l’usinage est plus efficient pour certaines géométries de pièces, les incidences environnementales par pièce produite peuvent être très variables selon les imprimantes, et une même imprimante peut avoir des incidences très différentes en fonction de différents facteurs. À propos des pièces en plastique, deux études (Faludi et al., 2015a ; Faludi et al., 2014) ont montré que des différences dans l’utilisation d’une imprimante faisaient davantage varier les incidences que le passage de l’usinage à l’impression 3D ou vice versa. Les machines qui multiplient les temps morts ont un impact bien plus grand par pièce produite que celles qui fabriquent des pièces 24 heures sur 24, 7 jours sur 7, et ce qu’il s’agisse d’imprimantes 3D ou de machines à fraiser. La première des priorités dans un souci de durabilité environnementale de l’impression 3D est donc de maximiser l’utilisation des machines. Il ressort des mêmes études que certaines imprimantes ont davantage d’incidences que d’autres par pièce produite parce qu’elles consomment plus d’énergie, produisent plus de déchets ou font appel à des matériaux plus toxiques. Enfin, les deux études montrent que la production de pièces évidées a moins de répercussions sur l’environnement que la production de piècespleines si on recourt à l’impression 3D, mais plus si on utilise l’usinage. Ainsi, la fabrication par usinage de certaines géométries de pièces pleines a moins d’impact que leur fabrication par impression 3D, même si cette dernière est plus respectueuse de l’environnement pour d’autres pièces.
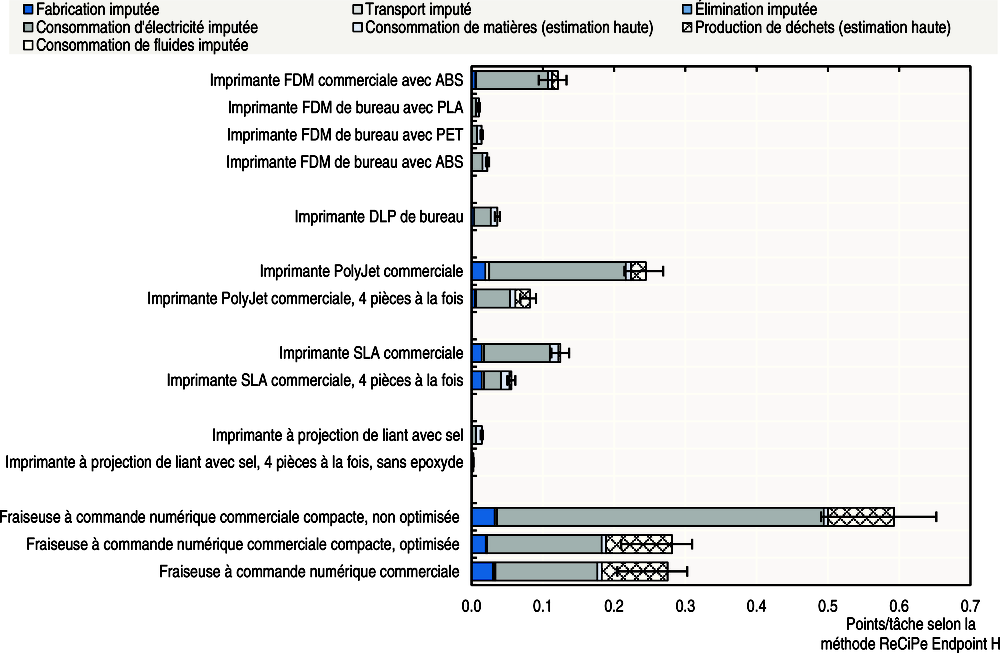
À titre d’illustration, les Graphique 5.6Graphique 5.7, qui sont tirés des deux études mentionnées ci-dessus, comparent les ACV d’une fraiseuse à commande numérique et de plusieurs imprimantes 3D, fonctionnant toutes 24 heures sur 24 et 7 jours sur 7 pour produire des pièces. Les ACV reposent sur la méthode ReCiPe Endpoint H (Goedkoop et al., 2009), qui attribue un score d’impact environnemental global unique calculé à partir de 17 types d’incidences (changement climatique, acidification, eutrophisation, pollution particulaire, épuisement des réserves en énergies fossiles, épuisement des ressources minérales, toxicité pour l’homme, etc.). Les impacts peuvent être regroupés par étape du cycle de vie: la fabrication, le transport et l’élimination de l’imprimante ou de la fraiseuse (la consommation d’électricité au cours de la fabrication et à l’arrêt ; les matériaux contenus dans les pièces produites ; les matériaux mis au rebut (matériau du modèle ou matériau de support) ; ainsi que le fluide de coupe et le lubrifiant de la fraiseuse.
Source : Faludi, J. et al. (2015a), « Comparing environmental impacts of additive manufacturing vs. traditional machining via life-cycle assessment », http://dx.doi.org/10.1108/RPJ-07-2013-0067.
Le Graphique 5.6 compare les incidences de la fabrication de pièces en plastique pleines au moyen de différentes machines : une fraiseuse à commande numérique, une imprimante FDM commerciale (deux scénarios différents) et une imprimante PolyJet (trois scénarios différents). Les résultats de la fraiseuse à commande numérique sont meilleurs que ceux de l’imprimante PolyJet dans deux des trois scénarios, et dans la marge d’erreur de ceux de l’imprimante FDM commerciale. Le Graphique 5.7, pour sa part, compare la fabrication de pièces creuses au moyen de deux fraiseuses à commande numérique et de huit imprimantes 3D (11 scénarios). Dans ce cas de figure, les fraiseuses affichent systématiquement des incidences environnementales plus fortes que les imprimantes 3D (même si les résultats se situent parfois dans la marge d’erreur). Le Graphique 5.7 est plus représentatif des pièces en plastique qui entrent le plus souvent dans les produits de consommation, comme les boîtiers de téléphone, même si quelques catégories de produits sont en plastique plein.
Il ressort aussi des Graphique 5.6Graphique 5.7 que l’impact est très différent d’une imprimante et d’un scénario à l’autre. Certaines imprimantes ont des répercussions bien moindres que d’autres par pièce produite, et les incidences varient en fonction du type de pièce et de l’utilisation de la machine. Les responsables de l’action gouvernementale doivent garder à l’esprit qu’il s’agit d’un domaine complexe. Par exemple, si l’impression en sel par projection de liant affiche les plus faibles incidences de toutes les méthodes analysées, avec un impact réduit de 90 % par rapport à l’usinage, l’impression PolyJet est parfois moins respectueuse de l’environnement que l’usinage. Malheureusement, certaines des machines qui ont le moins de répercussions environnementales, comme l’imprimante FDM de bureau, sont aussi celles dont la qualité des produits laisse le plus à désirer. À l’inverse, certaines machines permettant d’obtenir la meilleure qualité d’impression sont parmi les plus dommageables pour l’environnement.
Sources : Faludi, J. et al. (2015a), « Comparing environmental impacts of additive manufacturing vs. traditional machining via life-cycle assessment », http://dx.doi.org/10.1108/RPJ-07-2013-0067 ; Faludi, J et al. (2015b), « Does material choice drive sustainability of 3D printing? », https://waset.org/Publication/does-material-choice-drive-sustainability-of-3d-printing-/10000327.
Les deux graphiques ci-dessus montrent que les incidences environnementales de l’impression 3D sont largement dominées par la consommation d’énergie durant l’impression. Dans le cas des fraiseuses à commande numérique, en revanche, les déchets jouent un rôle important et parfois prépondérant dans l’impact environnemental. Ainsi, le passage de l’usinage à l’impression réduit les répercussions de la fabrication en termes de déchets, mais pas forcément sur le plan de la consommation d’énergie. Les impacts énergétiques peuvent même l’emporter sur les gains découlant de la production moindre de déchets. Les incidences liées à la fabrication des imprimantes ou fraiseuses elles-mêmes, quel que soit le modèle, sont insignifiantes dans le cadre d’une production 24 heures sur 24 et 7 jours sur 7, mais il n’en va pas de même lorsqu’il y a beaucoup de temps morts dans l’utilisation des machines (cas de figure non représenté dans les graphiques, mais analysé dans les études citées) (Faludi et al., 2014 ; Faludi et al., 2015b).
Ainsi que l’ont confirmé d’autres études, la consommation d’énergie par pièce produite varie fortement entre les types d’imprimantes et les scénarios, y compris entre les imprimantes métal comme les machines SLS, DMLS, SLM, CLAD, etc. ; ces études confirment également que si l’impression 3D consomme souvent moins d’énergie par pièce que l’usinage, elle peut dans certaines conditions en consommer plus (Yoon et al., 2014 ; Serres et al., 2011 ; Morrow et al., 2007). Un taux d’utilisation élevé peut primoridal pour les imprimantes métal. Comme l’ont montré Baumers et al., la consommation d’énergie lors du frittage laser dépend de la tâche, de la durée, de la géométrie et de la hauteur Z (Baumers et al., 2011a), et un fort taux d’utilisation abaisse la consommation d’énergie par pièce produite dans des proportions allant de quelques pour cent à 98 % selon le type d’imprimante (Baumers et al., 2011b).
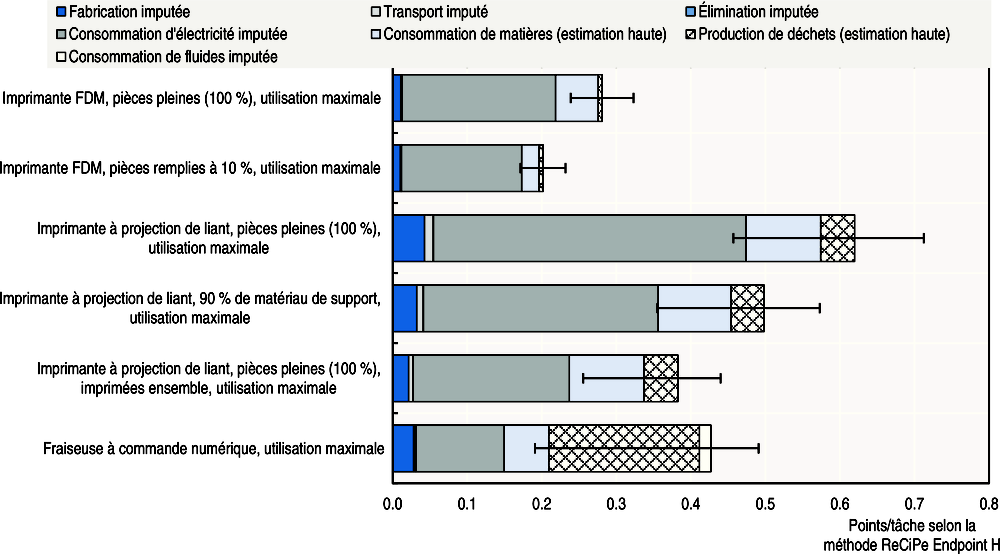
Le moulage par injection est la méthode la plus employée pour fabriquer les pièces en plastique des biens de consommation. Si elle devait être remplacée à grande échelle par l’impression 3D, les incidences environnementales de la fabrication pourraient s’en trouver sensiblement modifiées. À titre d’exemple, le Graphique 5.8 compare l’impact sur l’environnement du moulage par injection (à partir des données d’ACV standard) à celui de différentes technologies d’impression 3D (sur la base des données empiriques des Graphique 5.6Graphique 5.7). Au lieu de ventiler le score des imprimantes et matériaux par type d’impact (énergie, déchets, etc.), il montre seulement l’impact global.
Dans le Graphique 5.8, on voit que le moulage par injection a moins d’incidences environnementales par pièce fabriquée que toutes les technologies d’impression 3D largement employées aujourd’hui dans le cadre d’une production en grande série. Ses incidences fixes, comme celles liées à la création des outils et au délai de configuration, sont amorties sur les centaines de milliers ou millions de pièces produites. L’emploi d’une imprimante FDM de bureau avec du plastique PLA a un impact 20 % plus élevé que le moulage par injection d’ABS (même si cet écart entre presque dans les marges d’incertitude), tandis que le recours à une imprimante FDM commerciale avec de l’ABS décuple presque dix fois l’impact. Ce constat ne vaut pas pour la production en petite série, de l’ordre de quelques centaines de pièces (Telenko et Seepersad, 2012) ; à cette échelle-là, l’impression 3D peut être préférable à la fois économiquement et écologiquement. Ces résultats ne tiennent pas compte de l’augmentation de l’exposition des personnes aux particules toxiques dans les bureaux ou les habitations où sont installées les imprimantes 3D, qui ne sont pas soumis à des mesures de protection comme les milieux industriels (Stephens et al., 2013). Certaines recherches ont montré que l’utilisation d’imprimantes 3D alimentées par des panneaux solaires ou avec du PLA pouvait avoir moins d’impact que le moulage parinjection d’ABS (Kreiger et Pearce, 2013), mais ces calculs ne tiennent pas forcément compte de tous les éléments, car les machines à moulage par injection peuvent être alimentées par des panneaux solaires et employer du PLA tout aussi facilement que les imprimantes 3D, leur impact en est ainsi abaissé dans des proportions similaires.
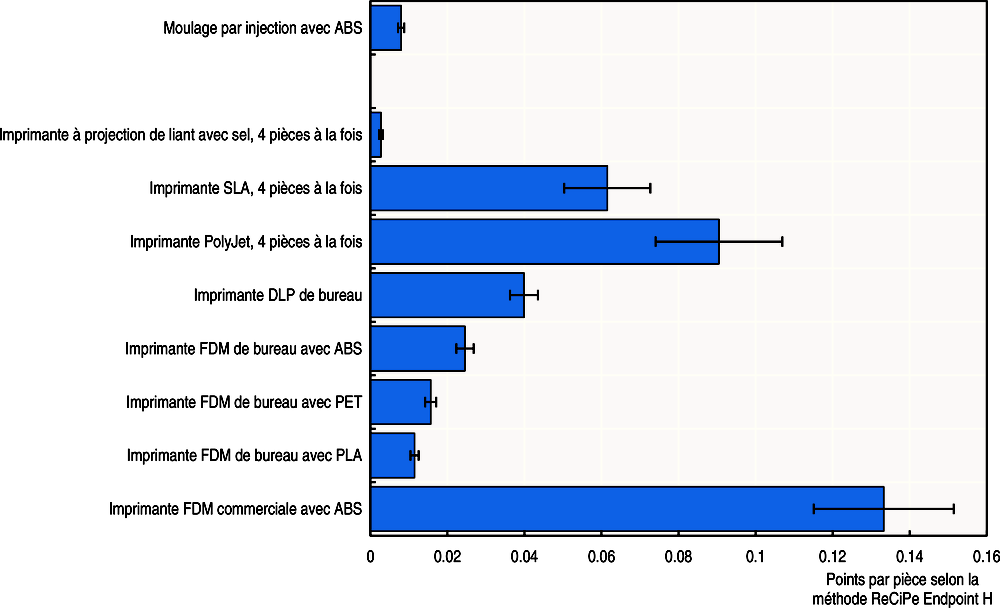
Note : La ligne horizontale noire sur chaque barre représente la marge d’erreur.
Source : Calculs des auteurs.
Dans le graphique ci-dessus, la seule technologie qui a moins d’impact que le moulage par injection est la projection de liant employée avec du sel. C’est un procédé peu consommateur d’énergie qui agglomère le matériau par voie chimique plutôt que par fusion. Le sel est un matériau expérimental et les pièces qu’il permet d’obtenir ne sont pas aujourd’hui au niveau des pièces moulées par injection en termes de résolution et de finition des surfaces. Toutefois, l’impact par pièce produite est inférieur de près de 70 %. Un compromis entre cette méthode et des technologies plus conventionnelles pourrait permettre une amélioration des caractéristiques environnementales par rapport au moulage par injection.
La projection de liant est une méthode bien établie. Vu son succès commercial, de nouvelles activités de recherche et développement devraient y être consacrées pour améliorer la qualité d’impression sans altérer ses performances environnementales. Ses frais de fonctionnement sont faibles, car elle ne nécessite pas d’acheter des consommables coûteux auprès du fabricant de l’imprimante, la poudre et le liquide pouvant être préparés selon des recettes librement accessibles à partir de produits courants et peu onéreux (sel fin, maltodextrine, isopropanol, eau…). Si la préparation des ingrédients nécessite certaines compétences au niveau individuel, dans le cadre d’une production à grande échelle, les matériaux seraient bon marché et pas plus chers que les granulés plastiques utilisés dans le moulage par injection.
Si l’impression 3D venait à se substituer largement au moulage par injection, cela pourrait accroître ou au contraire abaisser notablement les émissions de gaz à effet de serre au niveau mondial. L’évolution serait sans doute progressive. En revanche, la contribution à l’appauvrissement des ressources de la planète varierait probablement peu, même à long terme.
L’industrie est à l’origine d’environ 29 % des émissions mondiales de gaz à effet de serre, les autres principales sources étant les bâtiments, les transports et l’agriculture (Ecofys, 2013). Il est difficile de trouver des statistiques sur la part de ces émissions imputable aux matières plastiques moulées par injection, mais la comparaison des données d’ACV tirées de deux études (Hendrickson et al., 1998 ; Bjorn et MacLean, 2003) tend à indiquer qu’elle pourrait être de l’ordre de 0.5 à 2 %. Une réduction de 70 % de cette fraction des émissions constituerait donc une amélioration non négligeable, mais sa multiplication par dix représenterait un grave problème. Cependant, même si elles sont amples, il y a fort à parier que les conséquences mondiales de l’abandon du moulage par injection au profit de l’impression 3D interviendront lentement. Comme on l’a vu, étant donné sa courbe des coûts, l’impression 3D remplacera le moulage par injection seulement pour les productions en petite série dans les prochaines années, et elle gagnera peu à peu du terrain avec une baisse des coûts et de l’amélioration de la qualité. En revanche, il lui sera beaucoup plus difficile de s’imposer dans la fabrication en grande série de produits à bas coût, et une telle évolution n’interviendra d’ailleurs pas avant de nombreuses années.
Concernant l’appauvrissement des ressources, le moulage par injection consomme quelque 39 millions de tonnes de plastique par an dans le monde (Thiriez et Gutowski, 2006). On ignore quelle proportion de l’extraction de matières cela représente au niveau mondial, mais on sait que les produits pétroliers entrent pour moins de 5 % de la masse de l’extraction de matières aux États-Unis (Matos, 2012) et que moins de 3 % de ces produits sont utilisés pour la fabrication de plastique (US EIA, 2014) ; par conséquent, la consommation totale de matières plastiques (moulage par injection compris) représente peut-être 0.1 % de la consommation totale de la masse de matières. Sachant que la différence de matériaux entre l’impression 3D et le moulage par injection peut être multipliée par dix, le passage à l’impression 3D n’est guère susceptible d’avoir de fortes incidences à l’échelle mondiale.
La généralisation de l’impression 3D peut avoir de nombreuses retombées bénéfiques sur l’environnement, mais probablement pas celles qui sont le plus souvent avancées aujourd’hui. Deux idées fausses très répandues sont que l’impression 3D est virtuellement à même d’éliminer les externalités négatives associées au transport et aux déchets, et qu’elle est susceptible de réduire les taux de recyclage du plastique. En réalité, l’impression 3D a plutôt pour conséquences d’aligner les incitations économiques sur les incidences environnementales, de permettre une production au plus juste, d’élargir la palette des matériaux utilisables et de rendre l’utilisation de certains produits plus économe en énergie. Elle peut également être plus proche des processus naturels en faisant appel à des biopolymères compostables pour apporter des solutions au problème des déchets. Enfin, elle peut aussi être bénéfique pour la société en donnant accès aux moyens de production à un plus grand nombre.
Une idée fausse très répandue veut que l’impression 3D réduise les externalités liées au transport des biens en transférant la fabrication des usines centralisées vers des usines régionales ou même les logements des consommateurs. La réalité est différente – et même si elle était conforme à cette idée, le bénéfice environnemental cumulé ne serait pas important. Cette idée est erronée parce que les imprimantes 3D d’aujourd’hui peuvent fabriquer seulement des pièces et non des produits complets, si ce n’est des produits extrêmement simples. La plupart des produits doivent toujours être assemblés dans des usines, à partir de pièces qui sont pour certaines imprimables et pour d’autres non, puis livrés aux clients. Même lorsque les produits sont fabriqués intégralement sur place par impression 3D et que des imprimantes multimatériaux permettent de fabriquer des produits entiers et pas seulement des pièces, les matières premières nécessaires au fonctionnement des imprimantes doivent être transportées. Cela étant, l’impression 3D pourrait effectivement réduire les besoins en transport des entreprises qui vendent de nombreux produits différents faits dans le même matériau. Par exemple, une concession automobile peut réduire radicalement l’impact de ces besoins si, au lieu de se faire livrer et d’entreposer 500 pièces détachées fabriquées dans le même alliage d’acier, elle peut se contenterde stocker la poudre d’alliage qui lui permet d’imprimer les pièces à la demande. Les entreprises d’ameublement pourraient réduire les coûts liés au transport de produits encombrants dont le volume est en grande partie vide en expédiant à la place du bois composite sous forme compacte.
Cependant, même en cas de forte baisse des activités de transport, l’impact est généralement faible rapporté aux incidences de la fabrication. Comme l’ont montré plusieurs études (Hanssen, 1998 ; Hunter, 2013 ; Apple, 2014), pour la plupart des produits de consommation (électronique, ameublement, pièces automobiles, articles de ménage, habillement, etc.), le transport ne représente qu’une faible proportion des incidences environnementales occasionnées sur l’ensemble du cycle de vie. Même si l’impression 3D supprimait entièrement les externalités liées au transport par l’approvisionnement en matériaux locaux à l’échelle moléculaire (Stephenson, 2003), cela n’aurait guère d’importance pour la plupart des produits. Sauf exception, les incidences environnementales engendrées par la fabrication des produits et par leur consommation d’énergie durant leur durée de vie utile sont nettement plus fortes, et ce sont donc ces aspects-là qui doivent être prioritaires pour les responsables de l’élaboration des politiques.
Une autre idée fausse souvent entendue veut que l’impression 3D soit automatiquement plus respectueuse de l’environnement parce qu’elle « supprime les déchets » au niveau du produit final comme à celui des matériaux mis en œuvre. Il existe effectivement certains types d’imprimantes 3D capables de fabriquer des pièces en ne produisant quasiment pas de déchets. Ainsi, dans le cas d’une imprimante FDM fonctionnant sans matériau de support, les déchets peuvent représenter moins d’un pour cent de la masse des pièces fabriquées. La stéréolithographie et la projection de liant peuvent également permettre une production de déchets négligeable. À l’inverse, la fabrication de pièces allongées avec des bords instables importants peut nécessiter plus de matériau de support que de matériau d’impression à proprement parler (taux de déchets supérieur à 50 %). La plupart des impressions 3D se situent entre ces deux extrêmes et nécessitent plus ou moins de matériaux de support.
Cependant, ces matériaux ne sont pas les seuls déchets ; il en existe d’autres qui varient en fonction du type d’imprimante. Dans les imprimantes PolyJet, 43 % du polymère liquide employé aussi bien dans le matériau de support que dans le matériau d’impression est perdu ; dans le cas d’une impression qui nécessite la même quantité des deux, le taux de déchets atteint donc 65 % (soit près de deux tiers de la consommation totale de matériau). En outre, le matériau d’impression liquide des imprimantes PolyJet est plus toxique à masse égale que les plastiques généralement utilisés dans les procédés de moulage par injection, comme le PET ou l’ABS. En ce qui concerne le frittage plastique, jusqu’à 44 % du matériau mis en œuvre dans le procédé SLS peut être perdu d’après les calculs de Telenko et Seepersad (2012). S’agissant du frittage métal, Kellens et al. (2012) indiquent que la poudre non utilisée qui est perdue représente 20 % de la masse de la pièce, le reste étant réutilisé. Même certaines imprimantes FDM affichent une production de déchets excessive pour cause de mauvais de choix de conception. Ainsi, l’imprimante de bureau FDM Cube de 3D Systems fonctionne avec des cartouches de filament propres au constructeur produites en surmoulant deux types de plastiques, ce qui les rend impossibles à recycler (Grenchus et al., 1998). Comme la masse des matières plastiques composant chaque cartouche est supérieure à celledu filament qu’elle renferme, le taux de déchets est automatiquement supérieur à 50 % même en cas d’efficience parfaite du processus d’impression. Ce type de situation est toutefois rare, et certaines méthodes de fabrication produisent davantage de déchets. Ainsi, la fabrication d’une pièce creuse par usinage à partir d’un bloc de plastique engendre généralement un taux de déchets élevé, souvent supérieur à 80 %. On peut donc raisonnablement penser que l’impression 3D produit en général moins de déchets que ces méthodes. Toutefois, les pièces en plastique produites en très grandes quantités sont généralement moulées et non usinées.
Le moulage par injection est un procédé efficient : d’après les chiffres disponibles, les taux de déchets et de rebuts se situent entre 10 % (Thiriez et Gutowski, 2006) et 5 % (Olmsted et Davis, 2001), voire 1 % (Frischknecht et al., 2005). Par conséquent, si certains processus d’impression 3D produisent moins de déchets que le moulage par injection, il en existe aussi qui en produisent nettement plus. Mais même une production de déchets réduite ne serait pas toujours importante. Comme le montrent les Graphique 5.6Graphique 5.7, c’est la consommation d’énergie qui représente de loin le principal impact environnemental de l’impression 3D. La hausse de la consommation d’énergie par unité produite réduire à néant les avantages d’une consommation moindre de matériaux et détériorer ainsi le bilan environnemental global. Les imprimantes qui ont un impact total moindre sur l’environnement sont celles qui produisent peu de déchets et qui, parallèlement, emploient des matériaux à faible impact et consomment peu d’énergie.
L’impression 3D est susceptible d’améliorer la durabilité environnementale de la fabrication, par l’alignement des incitations économiques avec les incidences environnementales. Dans la production traditionnelle, qu’il s’agisse de prototypage ou de fabrication en grande série, la complexité de la conception vaut plus que la consommation de matières ou d’énergie. Cette situation a favorisé une utilisation peu efficiente des matières et de l’énergie dans la production de pièces. À l’inverse, dans les procédés d’impression 3D, les matériaux sont chers, mais la complexité de la conception ne coûte rien. Dans les prochaines années, on devrait donc assister à une complexification des pièces motivée par un souci d’économie de matériaux. Il existe déjà des logiciels qui permettent d’optimiser la géométrie des pièces pour qu’elles supportent les différentes contraintes spécifiées avec une masse réduite au minimum (Within, 2011). L’énergie coûte moins cher, mais pour les exploitants d’imprimantes 3D, sa consommation est proportionnelle à la durée d’impression et constitue donc un facteur de coût qui les incite à réaliser des économies d’énergie par la complexification des configurations d’impression. En revanche, il n’existe pas d’incitation de ce type qui pousserait les constructeurs d’imprimantes à concevoir des modèles économes en énergie. Au moment de la rédactionde ces lignes, il n’existait pas une corrélation forte entre consommation d’énergie et durée d’impression pour tel ou tel type d’imprimantes (Yoon et al., 2014). L’incitation à économiser l’énergie est donc plus faible que l’incitation à consommer moins de matériaux.
L’impression 3D peut être propice à une production « au plus juste ». L’alignement des incitations économiques sur les incidences environnementales tient du fait que le coût de fabrication de la millionième pièce est le même que celui de la première. L’impression 3D se démarque ainsi du moulage par injection et d’autres méthodes de fabrication en grande série, où la millionième pièce coûte beaucoup moins cher à fabriquer que la première, bien que la consommation de matières et d’énergie soit comparable dans les deux cas. Grâce aux possibilités de production à la demande offertes par l’impression bidimensionnelle depuis une vingtaine d’années, l’emballage des produits imprimés en 3D peut lui aussi être fabriqué sur commande, ce qui contribue également à prévenir la production de déchets. C’est d’ailleurs en ce sens que l’impression 3D peut véritablement « éliminer les déchets » : en éliminant la surproduction. La constitution de stocks a un coût financier, mais comme celui-ci est généralement beaucoup moins élevé que les coûts de préparation et d’outillage des machines pour la production en grande série, de grandes quantités de pièces sont fabriquées à l’avance et entreposées pour permettre de répondre à des niveaux de demande prévus qui ne seront peut-être jamais atteints. À l’inverse,l’impression 3D supprime virtuellement les coûts de préparation et d’outillage et donne donc de l’importance aux coûts d’entreposage. Elle favorise ainsi une fabrication au plus juste et réduit l’incitation économique en faveur de la surproduction. Cet effet bénéfique est plus ou moins marqué selon les secteurs, mais dans la plupart d’entre eux, les invendus représentent peut-être 4 à 5 % en moyenne du chiffre d’affaires (Bot et Neumann, 2003). Il faut y ajouter la réduction du nombre de pièces en cours de fabrication dans les usines, qui peut être non négligeable.
Cependant, si la disparition des économies d’échelle est propice à la prévention de la surproduction, les attentes en la matière doivent être nuancées, car la facilité de fabrication offerte par l’impression 3D risque aussi d’encourager une certaine surproduction, comme on l’a vu précédemment. Ainsi, il faut s’attendre à la fois à l’impression d’un trop grand nombre de pièces et à beaucoup de ratés d’impression, qui produiront des déchets. L’impression 3D étant un domaine en expansion rapide, les exploitants repoussent souvent les limites des machines et de leur savoir-faire, d’où des ratés plus nombreux qu’avec les méthodes de fabrication établies. Aujourd’hui, les ratés d’impression peuvent être nombreux dans certaines applications (Baumers, Holweg et Rowley, 2016), mais il ne s’agira sans doute pas d’un problème significatif à long terme, car les industriels travaillent déjà activement sur des solutions dans un souci de satisfaction des consommateurs. Les années qui viennent verront des améliorations sans que les pouvoirs publics aient à intervenir.
L’impression 3D aura sans doute pour effet d’accroître le nombre de matériaux « durables » à la disposition des fabricants et/ou l’éventail des propriétés physiques que ces matériaux peuvent présenter. Certaines de ces évolutions découleront des technologies d’impression 3D, d’autres de leurs caractéristiques économiques. La disponibilité de matériaux « modulables », capables de présenter des propriétés physiques différentes en fonction des paramètres d’impression, sera l’une des frontières.
Si le plastique est aussi omniprésent dans le monde actuel, c’est en grande partie parce qu’on peut lui donner quasiment n’importe quelle forme ; l’impression 3D pourrait conférer le même avantage à beaucoup d’autres matières. D’ores et déjà, elle peut être utilisée non seulement avec des matières plastiques et des métaux, mais aussi avec de la céramique, des aliments, du sel, de la sciure, de l’amidon, voire des tissus humains vivants. Même les imprimantes 3D plus classiques fonctionnant avec du plastique peuvent encourager le recours à des matériaux différents du fait de certaines caractéristiques. Ainsi, en raison de ses propriétés thermophysiques, le bioplastique PLA se prête mieux à l’impression FDM que l’ABS, et son utilisation a donc été favorisée par ce procédé. L’impression 3D peut aussi ouvrir la voie à l’utilisation d’autres métaux et matières céramiques. Par exemple, la tuyère propulsive évoquée dans l’introduction a été fabriquée par impression 3D dans un alliage de cobalt, de chrome et de céramique, c’est-à-dire dans un matériau exotique inenvisageable auparavant, car inadapté aux méthodes de fabrication antérieures (Beyer, 2014). La plus grande promesse pour l’environnement est de voir la recherche de nouveaux matériaux déboucher sur la fabrication d’objets à partir d’ingrédients disponibles en abondance, renouvelables et non toxiques, au moyen de méthodesde transformation économes en énergie.
Aujourd’hui, la plupart des matériaux employés dans l’impression 3D ne sont malheureusement pas plus respectueux de l’environnement que les autres, et certains le sont même moins. Par exemple, la production des poudres métalliques est plus énergivore que celle des lingots utilisés dans d’autres méthodes de fabrication (Granta Design, 2009). Comme on l’a déjà mentionné, les résines durcies par UV employées dans les procédés SLA, DLP et PolyJet se caractérisent par une certaine toxicité à l’état liquide (3D Systems, 2012), mais sont d’ordinaire considérées comme non toxiques une fois solidifiées. L’ABS a été classé comme relativement dangereux à produire et entre rarement dans les circuits de recyclage municipaux (Rossi et Blake, 2014), et l’impression 3D chez les particuliers ou dans les bureaux peut exposer les personnes présentes à un risque d’inhalation de particules (Stephens et al., 2013), mais il est vrai que cette matière plastique est aussi souvent utilisée dans le moulage par injection. À l’inverse, le PLA constitue une belle réussite : considéré par les industriels comme onéreux et problématique pour la fabrication de produits en grande série, ce bioplastique est devenu l’un des matériaux les plus utilisés par les amateurs d’impression FDM, car ses propriétés physiques font qu’il se prête bien au procédé, comme on le verra plus loin.
Le recours à des matériaux « verts » dans l’impression 3D peut être favorisé tout autant par des facteurs économiques que par des facteurs technologiques. Les matériaux de substitution comme le PLA sont fréquemment plus coûteux par unité que les matériaux traditionnels, en raison d’une production à plus petite échelle, mais les coûts de main-d’œuvre pèsent souvent beaucoup plus lourd que ceux des matériaux. Or, l’impression 3D peut grandement abaisser les premiers et permettre ainsi à certaines entreprises d’employer des matériaux plus onéreux tout en réduisant in fine les coûts de fabrication.
Un autre facteur qui crée une incitation économique à employer des matériaux verts est la disparition des économies d’échelle dans l’impression 3D. Dans la fabrication traditionnelle, la complexité coûte cher mais pas les matériaux, ce qui encourage l’utilisation de grandes quantités d’un nombre restreint de matériaux homogènes. Avec l’impression 3D, le passage d’un matériau à un autre coûte moins cher, car il ne nécessite pas de changer d’outillage. On peut fabriquer une pièce en thermoplastique sur une imprimante et la suivante en sciure sur une autre imprimante, voire sur la même configurée différemment. Sans le vouloir, beaucoup de constructeurs d’imprimantes 3D encouragent les utilisateurs à essayer d’autres matériaux en commercialisant leurs imprimantes à des prix relativement bas mais en vendant cher les matériaux propriétaires avec lesquels elles fonctionnent. Ce modèle économique de l’appât et de l’hameçon, conjugué aux liens entre l’impression 3D et les cultures hacker et maker, incite les utilisateurs à tester leurs propres matériaux.
L’emploi de matériaux verts dans l’impression 3D se heurte à des obstacles qui sont liés à la disponibilité technique, la disponibilité commerciale, la substituabilité, la qualité d’impression et l’acceptation à l’intérieur du secteur. La disponibilité technique renvoie notamment à la compatibilité de nouveaux matériaux avec les différentes méthodes d’impression 3D. Par exemple, on ne peut pas utiliser du bois avec les procédés SLA puisque l’exposition aux UV ne produit pas sur lui l’effet voulu. La disponibilité commerciale recouvre l’échelle de production et le coût des matériaux : on sait qu’il est techniquement possible d’utiliser de la sciure et du sel, mais les distributeurs commerciaux font défaut. La substituabilité correspond quant à elle à l’adéquation entre les propriétés d’un matériau et son utilisation. Par exemple, le PLA est utilisable sur les imprimantes qui emploient de l’ABS, mais beaucoup de professionnels lui préfèrent l’ABS, qui présente un point de fusion plus élevé et d’autres caractéristiques souhaitées. C’est ainsi que le PLA est aujourd’hui utilisé surtout par les amateurs d’impression 3D. De nombreux facteurs peuvent affecter la qualité d’impression, comme l’altération de la couleur des plastiques recyclées du fait du mélange de différentes couleurs, ou le fait que les pièces fabriquées en sel par projection de liant peuventprésenter une finition de surface moins lisse que celles obtenues avec le procédé PolyJet. Même si tous ces problèmes peuvent être surmontés, l’acceptation de ces matériaux par les industriels risque de prendre des années en raison de coûts irrécupérables, d’économies d’échelle ou du conservatisme. Si l’expérimentation de matériaux et de méthodes plus respectueux de l’environnement représente à l’heure actuelle une très faible part du marché, elle pourrait être encouragée au travers des politiques publiques et du financement du développement. Le formidable essor que connaît aujourd’hui ce secteur offre une occasion de détrôner les matériaux et les méthodes d’impression bien établis.
L’apparition de matériaux « modulables » pourrait ouvrir de vastes perspectives d’écologisation en permettant à un ensemble restreint d’ingrédients de remplir les fonctions d’un grand nombre d’entre eux. Elle pourrait contribuer à éviter l’extraction de matières exotiques, simplifier le dépistage de la toxicité et peut-être aussi améliorer le recyclage et le compostage. Le caractère modulable recouvre à la fois la possibilité de moduler les propriétés d’un matériau à proprement parler et celle de moduler géométriquement une structure faite d’un matériau aux propriétés homogènes de façon à obtenir des propriétés différentes à différents endroits. Par exemple, s’agissant de la modulation géométrique, il existe aujourd’hui beaucoup de pièces composées d’un seul matériau qui comportent une « charnière flexible », c’est-à-dire un endroit où elles sont amincies pour pouvoir être pliées (Mraz, 2004). S’agissant des matériaux, le Zelfo, par exemple, matériau à base de fibres cellulosiques, permet des valeurs de densité allant de 0.5 à 1.5 g/cm3 [gramme par centimètre cube], avec un module de traction de 1 500 à 6 550 MPa [mégapascal] et une résistance à la traction de 7 à 55 MPa(Svoboda et al., 2000). Il est aussi recyclable et biodégradable.
Une illustration de l’emploi de matériaux modulables et respectueux de l’environnement dans l’impression 3D est donnée par la méthode WBDF (water-based digital fabrication) du Massachusetts Institute of Technology (MIT). Elle consiste à polymériser des polysaccharides compostables comme l’amidon ou la cellulose, c’est-à-dire des matières premières renouvelables, au moyen d’un système d’extrusion robotisé (Mogas-Soldevila, Duro-Royo et Oxman, 2014). Le procédé d’extrusion est chimique, si bien que le processus d’impression consomme beaucoup moins d’énergie que la fusion de plastiques. Il fait appel à l’eau et fait donc intervenir beaucoup moins de matières toxiques que les plastiques types (les trois principaux ingrédients de l’ABS sont toxiques, même si l’ABS lui-même est généralement réputé sans danger pour l’utilisateur final ; dans le même ordre d’idées, les photopolymères employés dans les méthodes SLA, PolyJet et DLP sont considérés comme toxiques tant qu’ils ne sont pas solidifiés). Dans le cadre de la méthode WBDF, le matériau est non seulement compostable, mais aussi soluble dans l’eau en quelques minutes (même si cette propriété serait sans doute modifiée dans le contexte de biens commercialisés pour garantir une compostabilité normale, mieux adaptée à de nombreuses applications). Enfin, les propriétés du matériau peuvent être « modulées » :la résistance et la rigidité peuvent être ajustées en différents endroits selon le processus d’impression. Cette modulation permet de remplacer plusieurs matériaux différents par un seul. Pour rendre les méthodes de ce type économiquement viables, des activités de recherche et développement devront être financées en vue d’améliorer la qualité d’impression et les propriétés des matériaux. Si elles parviennent à s’imposer dans l’impression 3D, les technologies correspondantes pourraient être élargies au moulage par injection et à d’autres procédés de fabrication plastique.
Si certains de ceux qui mènent des activités expérimentales espèrent que l’impression 3D encouragera le recyclage, les forces du marché poussent en grande partie dans le sens inverse. Quant au compostage, autre possibilité de traitement pour les pièces non métalliques, il présente également quelques inconvénients. Plusieurs technologies d’impression sont tributaires de polymères non recyclables, et la multiplication annoncée des imprimantes multimatériaux empêchera de recycler même des matières plastiques recyclables en les rendant impossibles à séparer les unes des autres. En revanche, le recyclage pourrait être favorisé par le fait que l’impression 3D réduira le nombre de pièces et de matériaux composant les produits ou fera appel à des matériaux plus onéreux. Des matériaux recyclés peuvent être employés dans certaines impressions 3D et le sont effectivement. En théorie, le compostage de produits fabriqués par impression 3D pourrait progresser à l’avenir, mais cela comporte également un certain nombre de risques et on ignore si cette forme de traitement serait supérieure à l’incinération dans des installations modernes.
Le recyclage dans le contexte de l’impression 3D n’échappe pas au problème classique du recyclage qu’est celui du tri. Pour ses défenseurs, l’impression 3D peut accroître les taux de recyclage, car elle permettra de passer par les circuits locaux d’impression 3D plutôt que par les systèmes municipaux centralisés, ce qui évitera des coûts de transport. Il ne s’agira toutefois pas d’une incitation suffisante, dans la mesure où les coûts de transport sont faibles (Bhasin et Bodla, 2014). Les principaux obstacles au recyclage sont liés non au transport, mais au tri et au contrôle de qualité censés garantir que les matériaux sont utilisables. Les plastiques se présentent sous des milliers de formes différentes qui se distinguent par la nature des polymères, leur qualité, leur couleur et les mélanges d’additifs incorporés pour déterminer la flexibilité, la résistance mécanique, la résistance aux UV et d’autres propriétés. Les métaux aussi se caractérisent par des types et des qualités très variés. Les professionnels du recyclage emploient aujourd’hui des équipements de tri qui valent des centaines de milliers, voire des millions de dollars, parmi lesquels des outils faisant appel à des bains d’eau, des aimants ou des charges électrostatiques, des spectromètres servant à repérer les plastiques et les métaux, des tapis roulants, des aires d’entreposage, etc. Les équipements de ce type se caractérisent par des économies d’échelle inhérentespeu adaptées aux activités locales à petite échelle, et seules des matières ayant une valeur économique suffisante peuvent justifier un processus de tri coûteux.
Afin de surmonter le problème du tri, une source de plastique prévisible pourrait être employée pour le recyclage et l’impression 3D de bureau, comme les bouteilles en PET, mais les meilleurs candidats dans l’optique d’un tel recyclage sont aussi les matières qui sont déjà largement présentes dans les flux de déchets municipaux à recycler. Les flux de déchets prévisibles traités dans le cadre des programmes de responsabilité élargie des producteurs (REP) sont généralement constitués de matières très mélangées qui sont aujourd’hui difficiles à trier pour être réutilisées dans des activités de fabrication, qu’il s’agisse d’impression 3D ou d’autres procédés. À l’heure actuelle, la plupart des entreprises qui participent à des programmes de REP comme ceux ciblant les déchets d’équipements électriques et électroniques (DEEE) font appel à des tiers pour effectuer le recyclage des matières, car la production de matières premières de haute qualité à partir de produits récupérés est un processus spécialisé qui met en jeu des économies d’échelle (Mayers, 2007). L’impression 3D ne modifie pas ces paramètres économiques, si ce n’est qu’elle peut permettre d’utiliser des matières plus coûteuses parce que ses coûts de main-d’œuvre sont moindres.
Au niveau des particuliers, le recyclage et l’impression 3D pourraient fonctionner en circuit fermé : la fabrication d’objets en un matériau unique serait suivie, lorsque l’utilisateur s’est lassé d’eux, de leur broyage pour les retransformer en matière première, mais il faudrait pour cela que les utilisateurs se lassent de leurs objets au même rythme qu’ils en fabriquent de nouveaux et les fabriquent tous dans le même type de plastique de même couleur. Ou alors, les utilisateurs seraient obligés d’avoir leur propre petit stock de bobines plastiques différentes. Un tel scénario n’est pas réaliste à grande échelle. Il existe depuis toujours des capacités de ce type dans le domaine de l’habillement, mais s’il était courant que les particuliers recyclent les tissus des vêtements pour en faire de nouveaux vêtements il y a 100 ans, cette pratique est aujourd’hui réservée à quelques amateurs. Il est plus simple d’acheter des vêtements neufs que de les coudre chez soi, et à des prix tellement bas que l’économie réalisée grâce au recyclage des tissus ne vaut pas que l’on consacre du temps à concevoir et créer des vêtements. Comme la couture à domicile, l’impression 3D à domicile concernera un nombre restreint d’amateurs qui fabriqueront leurs pièces par plaisir, et il s’agira donc d’un marché de niche.
À ces obstacles au recyclage s’ajoute le fait que beaucoup de matériaux utilisés en impression 3D sont difficiles ou même impossibles à recycler. Les procédés d’impression qui offrent la meilleure qualité et qui sont donc les plus utilisés dans la fabrication commerciale sont aussi généralement ceux qui sont les moins capables de s’accommoder de matériaux recyclés. Toutes les imprimantes utilisant des photopolymères (SLA, PolyJet, projection de liant, DLP…) emploient des procédés chimiques non réversibles qui rendent les matériaux impossibles à recycler. Dans le cas des imprimantes métal, le recyclage est compliqué par les tolérances très faibles applicables aux matériaux utilisés comme intrants, même s’il n’est pas impossible. Quant aux poudres métalliques non consommées dans les procédés SLM, DMLS et autres, leur qualité se dégrade à chaque utilisation (Slotwinski et al., 2014) et elles ne sont aujourd’hui pas produites à partir de métaux recyclés, car elles doivent être d’une pureté extrême (Yadav, Dirstine et Pfaffenbach, 2004). Les imprimantes FDM sont les seuls modèles largement employés qui peuvent fonctionner facilement avec des matériaux recyclés.
Un certain nombre de chercheurs, d’amateurs et de start-ups ont utilisé des imprimantes 3D avec des matériaux recyclés. Des appareils de bureau comme Filabot (Biggs, 2013) et Extrusionbot (Sevenson, 2014) transforment des déchets plastiques en granules puis en filaments utilisables avec des imprimantes FDM. Ces procédés peuvent même être plus économes en énergie que les filières de recyclage municipales (Kreiger et al., 2013). Selon une étude, un appareil de recyclage de bureau consomme en gros 38 mégajoules (MJ) pour produire un kilogramme de plastique ABS recyclé (Baechler DeVuono et Pearce, 2013), ce qui correspond à l’estimation basse de la consommation d’énergie des recycleurs industriels (entre 38 MJ/kg et 43 MJ/kg) (Possamai, 2007). Comme indiqué plus haut, l’impression 3D consomme généralement beaucoup plus d’énergie par pièce fabriquée que le moulage par injection, et ce n’est pas le fait de recycler des matériaux sur place en consommant peu d’énergie qui risque d’inverser le rapport. En revanche, cela pourrait changer grâce aux technologies à venir. On a vu précédemment que deux start-ups dans le domaine de l’architecture imprimaient des matériaux recyclés à l’échelle industrielle. KamerMaker utilise ainsi du plastique recyclé et a aussi éliminé d’autres matériaux de construction comme les plaques de plâtre et les membranes imperméables. Pour sa part, WinSun utilise du verre et d’autres matériaux recyclés pour produire dubéton, et les imprimantes fonctionnant avec de la poudre métallique (SLM, SLS, DMLS, etc.) peuvent réutiliser la poudre non fondue dans le cadre d’applications autres qu’aérospatiales.
Les imprimantes qui agglomèrent des particules au moyen d’un adhésif (comme celle de WinSun) peuvent plutôt bien s’accommoder de différents matériaux, ce qui atténue les problèmes liés au tri. Leur inconvénient tient au fait qu’elles recyclent les matériaux pour produire des mélanges de moins bonne qualité et sont incapables d’offrir des propriétés physiques de haut niveau. Cette qualité n’en est pas moins acceptable et acceptée depuis des décennies dans de nombreux secteurs industriels, comme ceux qui fabriquent des planchers ou d’autres éléments architecturaux à partir de plastique recyclé. Pour l’heure, les données disponibles ne permettent pas de prévoir si l’impression 3D sera plus économique ou de meilleure qualité que les formes existantes de recyclage des plastiques mélangés.
En théorie, l’impression 3D peut permettre un accroissement du recyclage en réduisant le nombre de pièces composant les produits et le nombre de matières utilisées, grâce à la possibilité de fabriquer des pièces à géométrie complexe et à l’emploi de matériaux modulables. Ce n’est qu’une hypothèse, mais elle est validée par des principes généraux largement admis. Tout d’abord, l’un des principes de base de la conception de produits dans l’optique du recyclage veut qu’on limite le nombre de pièces pour réduire les coûts de main-d’œuvre au moment du démontage (Possamai, 2007). En l’occurrence, l’impression 3D permet de produire des pièces très complexes capables de remplacer chacune de nombreuses pièces simples. Un deuxième principe de base de la recyclabilité veut qu’on limite le nombre de matériaux différents pour réduire les besoins de tri (Dahmus et Gutowski, 2007 ; Possamai, 2007). Avec les procédés d’impression 3D évolués, il est possible de prévoir des variations de la géométrie qui permettent aux pièces d’être plus ou moins flexibles, résistantes, etc. en certains points sans qu’il soit nécessaire d’utiliser plusieurs matériaux. Certaines méthodes comme la méthode WBDF permettent même des propriétés modulables des matériaux en fonction du processus d’impression. En théorie, plusieurs matériaux pourraient ainsi êtreremplacés par un seul dans certains cas.
À long terme, le compostage pourrait être une autre façon de favoriser une économie circulaire, dans la mesure où il peut s’accommoder de matériaux mélangés impossibles à séparer. Le recyclage des pièces imprimées en 3D a peu de chances de se généraliser à l’avenir, car on a vu que les avancées technologiques entraîneront une multiplication des imprimantes capables d’imprimer plusieurs matériaux à la fois. Cette évolution est économiquement rationnelle, mais réduit à néant la recyclabilité. Les matériaux compostables peuvent faire l’objet d’un recyclage biologique, quelles que soient leurs propriétés esthétiques, physiques et électriques. L’éventail des matériaux à la disposition des créateurs et des ingénieurs ne s’en trouve pas forcément réduit, puisque les matières végétales et animales présentes dans la nature, qui sont toutes recyclables, offrent une large palette de propriétés physico-chimiques. Cela étant, les matériaux compostables présentent aussi un certain nombre de limites et de risques, de sorte que l’incinération peut constituer une solution plus intéressante. Par exemple, le fait de mélanger des plastiques biodégradables et classiques peut perturber le fonctionnement de circuits bien établis de recyclage du plastique et encourager les dépôts sauvages (de la part de consommateurs tablant sur une dégradation rapide des matières).
Certaines installations municipales permettent déjà de composter de nombreux matériaux utilisables avec des imprimantes 3D : bioplastique PLA, matériaux composites à base de fibre de bois et de bioplastique, amidon, voire des composites conducteurs biodégradables servant au câblage (Van Wijk et Van Wijk, 2015 ; McDonald, 2016 ; Ray, 2013 ; Kilner, 1993). À l’évidence, les aliments fabriqués par impression 3D sont compostables, mais ne possèdent pas des qualités structurelles suffisantes pour la plupart des applications. Comme indiqué plus haut, le matériau utilisé par le procédé WBDF du MIT possède de telles qualités tout en étant soluble dans l’eau en quelques minutes. Dans le cadre d’un projet en collaboration, l’Université de Wageningen et le designer Eric Klarenbeek ont imprimé en 3D des meubles en mycélium dotés d’une coque en PLA (Fairs, 2013). La société Ecovative commercialise depuis 2007 un matériau d’emballage comparable à base de mycélium, biodégradable en 30 jours selon les normes ASTM D6400 (Ecovative, sans date). Il n’existe pas aujourd’hui sur le marché de matériau d’impression aussi facile à composter et possédant des qualités structurelles suffisantes, mais des efforts ciblés de recherche et développement pourraient permettre d’en créer.
Certains bioplastiques compostables comme le PLA sont déjà très largement employés et produits de façon plus respectueuse de l’environnement que les matières plastiques à base de pétrole, que ce soit sur le plan de la consommation d’énergie ou sur celui de la toxicité. L’énergie grise du PLA est bien moindre que celle de la plupart des plastiques (∼27 MJ/kg en 2007) (Vink, 2007) et la société Dow ambitionne de la ramener à 7 MJ/kg (Vink et al., 2003), alors qu’elle est d’environ 40 MJ/kg dans le cas de l’ABS recyclé déjà évoqué et même d’environ 100 MJ/kg dans celui de l’ABS vierge (Granta Design, 2009). Par ailleurs, il est avéré que le PLA rejette moins de fumées toxiques que l’ABS lors d’une impression selon le procédé FDM (Stephens et al., 2013). Cela étant, son compostage nécessite des installations municipales capables d’atteindre des températures élevées ; comme elles ne sont pas très répandues aujourd’hui dans le monde, le PLA n’est pas pour l’instant compostable dans la plupart des villes. Cependant, à long terme, ce type d’installation de compostage se multipliera sans doute pour devenir aussi courant, voire plus, que les installations de recyclage, car il n’est pas sensible aux problèmes de tri et coûte donc moins cher par unité de déchets traités : environ 50 USD/tonne (Renkow et Rubin, 1998) contre 75 USD/tonnepour le recyclage (Bohm et al., 2010). Aujourd’hui déjà, les villes des États-Unis sont plus souvent dotées de services de compostage que de services de ramassage et de recyclage de l’ABS, le recyclage municipal étant optimisé pour les plastiques qui représentent les plus gros volumes, comme le PET.
Le recyclage des plastiques au niveau local dans le cadre de l’impression 3D pourrait davantage s’imposer dans les pays en développement que dans les pays développés, car les infrastructures y sont plus limitées et le rapport entre le coût de la main-d’œuvre et celui des matériaux y est différent. Dans les pays en développement, les systèmes de recyclage municipaux font souvent défaut et cette niche économique est donc inoccupée. Par ailleurs, les matériaux coûtent plus cher que la main-d’œuvre dans les pays développés, d’où une plus forte incitation à valoriser et trier les matières. De fait, dans certains endroits de la planète, des quartiers entiers tirent aujourd’hui leurs moyens de subsistance du tri artisanal des déchets dans les décharges (Gill, 2009). Dans ces pays, le compostage n’est pas forcément aussi avantageux économiquement par rapport au recyclage. Enfin, les consommateurs à faible revenu sont souvent moins préoccupés par la qualité des biens que par leur prix, de sorte qu’il peut être plus facile de répondre à leurs besoins par des produits fabriqués avec des imprimantes FDM de bureau qui permettent d’utiliser des plastiques recyclés. Ces tendances pourraient toutefois ne pas être suffisamment fortes pour faire pencher la balance en faveur du recyclage plutôt que du compostage, même dans les pays en développement.
Plus que par le recyclage, c’est par la réparation des produits que l’impression 3D pourrait favoriser la réutilisation des matières. Aujourd’hui, beaucoup de produits obsolètes sont mis au rebut parce qu’un de leurs éléments tombe en panne et qu’il n’est plus possible de s’en procurer un autre pour le remplacer. Bien souvent, il s’agit d’une simple pièce en plastique ou en métal, et le recours à l’impression 3D pour la reproduire peut donc être particulièrement intéressant. Les questions de propriété intellectuelle (PI) sont le principal obstacle à une généralisation de cette pratique : elles concernent à la fois l’accès des utilisateurs à des modèles 3D imprimables et les droits afférents aux modèles imprimables disponibles. Certains sites web comme Thingiverse donnent déjà accès gratuitement à des modèles pour imprimer en 3D de nombreuses pièces détachées de lave-vaisselle, réfrigérateurs, accessoires de vélo, etc. Le statut de ces modèles 3D au regard de la loi est ambigu. On peut soutenir qu’ils n’enfreignent pas la législation sur la PI puisqu’ils sont obtenus par rétro-ingénierie, mais cette interprétation a été contestée devant les juridictions dès 2011 (Coetzee, 2011). Les entreprises concernées pourraient choisir de faire payer l’utilisation des droits de propriété intellectuelle via les sites en question, à l’image de ce qui s’est passé avec le service de partage illégal de musique Napster, dont l’évolution a débouché sur des services d’abonnement payants comme Pandora ou Spotify.
Les pouvoirs publics pourraient aisément promouvoir l’impression 3D à des fins de réparation, plusieurs entreprises étant déjà bien placées pour fournir ce type de service, y compris en rémunérant les ayants droit. Il s’agit seulement d’une question de droits et de contrats. Thingiverse pourrait ainsi faire payer les utilisateurs qui téléchargent un fichier à imprimer chez eux et verser une redevance au fabricant d’origine. Grâce à des entreprises comme Shapeways, qui permettent de commander des impressions 3D sur internet et de se les faire livrer, les clients n’ont même plus besoin d’avoir une imprimante chez eux. On ignore si ces marchés auront une envergure suffisante pour éviter un grand nombre de mises au rebut, sachant que les réparations nécessitent non seulement des pièces, mais aussi de la main-d’œuvre souvent qualifiée. L’expérience vaut néanmoins le coup d’être tentée, puisqu’elle ne requiert pas de technologies ou d’investissements nouveaux, mais exige seulement que l’on clarifie la situation juridique pour les acteurs qui se livrent à ces activités.
L’impression 3D pourrait bien contribuer davantage à la durabilité environnementale en suscitant des économies d’énergie au cours de la phase d’utilisation des produits qu’en réduisant les impacts durant leur fabrication. C’est une hypothèse, car ces économies pourraient concerner seulement les industries aérospatiale et automobile et celles dont les impacts des produits au cours du cycle de vie sont dominés par la consommation d’énergie en phase d’utilisation, et dans lesquelles cette consommation est étroitement liée à la masse des matériaux composant les produits.
En permettant de fabriquer des objets plus complexes, l’impression 3D peut ouvrir la voie à la production de pièces plus légères qui contribuent à réduire la consommation de carburant dans les transports. À titre d’exemple, les pièces de réacteur fabriquées par General Electric par impression 3D évoquées plus haut ont permis un allégement qui s’est traduit par une baisse de 15 % de la consommation de carburant (Beyer, 2014). Même si la production des pièces a plus d’impact sur l’environnement qu’avec les méthodes classiques comme l’usinage ou le soudage, cela peut être largement compensé par des économies d’énergie considérables durant l’utilisation. Un tel allégement réduit également l’impact des camions et des voitures au cours de leur cycle de vie, mais pas celui d’autres catégories de produits comme l’électronique grand public et les bâtiments. D’autres possibilités de réduire la consommation d’énergie en phase d’utilisation peuvent cependant exister.
La complexité accrue permise par l’impression 3D peut aussi rendre plus efficaces la circulation des fluides et le transfert thermique dans certains systèmes. Par exemple, le moteur SuperDraco de la société SpaceX permet un meilleur rendement du combustible grâce au fait que le circuit de « refroidissement régénératif » est intégré dans les parois de la chambre de combustion, alors que les méthodes de fabrication antérieures obligeaient à le souder sur l’extérieur (Post, 2014 ; Dankhoff, 1963). Des économies d’énergie en phase d’utilisation sont aussi possibles dans d’autres secteurs, comme l’architecture. La consommation d’énergie est responsable d’environ 90 % de l’impact environnemental d’un bâtiment moyen durant sa durée de vie (Faludi, Lepech et Loisos, 2012), et les fuites d’air, en particulier au niveau des coins et des jointures, y sont pour beaucoup (Liaukus, 2014). Même si cela n’a pas encore été démontré, la fabrication de murs d’un seul tenant par impression 3D pourrait, théoriquement, contribuer à prévenir de telles fuites.
En plus de ses retombées environnementales, l’impression 3D pourrait aussi se répercuter sur la dimension sociale du développement durable. L’une des conditions de la durabilité est l’autonomisation économique, et l’impression 3D offre précisément les moyens d’une telle autonomisation aux petites entreprises et à d’autres acteurs qui n’ont guère accès au capital en réduisant radicalement les obstacles économiques à leur entrée dans les activités de fabrication. Quiconque possède un ordinateur un tant soit peu puissant et un logiciel de CAO peut créer des modèles 3D et les faire imprimer pour obtenir des pièces de haute qualité sans avoir à investir dans l’outillage d’une chaîne de production. L’impression 3D est même souvent meilleur marché que des méthodes de prototypage classiques comme l’usinage (Beyer, 2014). Une telle autonomisation des petites entreprises pourrait contribuer à réduire les inégalités de revenus dans les pays développés et aider les pays en développement à s’industrialiser.
Un recours à grande échelle à l’impression 3D au détriment du moulage par injection dans la fabrication en grande série poserait probablement un problème environnemental compte tenu des imprimantes actuelles, mais son utilisation en lieu et place de l’usinage pour la fabrication de pièces creuses serait sans doute bénéfique pour l’environnement si elle remplissait deux conditions : réduire grandement l’énergie consommée pour produire chaque pièce et réduire les incidences incorporées dans les matériaux d’impression. De nombreuses stratégies peuvent aider à atteindre ces objectifs : maximiser l’utilisation, éliminer les substances chimiques toxiques, réduire les déchets, etc. Le tableau 5.2 indique un certain nombre de stratégies applicables par type d’imprimante.
Source : Analyse des auteurs.
Comme le montre le tableau 5.2, la conception et le fonctionnement varient tellement entre les types d’imprimantes que toutes les stratégies ne s’appliquent pas de la même façon à chacun. La principale priorité dans l’optique de la durabilité est de réduire la consommation d’énergie par pièce fabriquée, mais les stratégies pour y parvenir peuvent varier selon le type d’imprimante. Une stratégie commune à l’ensemble des imprimantes consiste à réduire leur consommation d’énergie lorsqu’elles sont inactives. Cela peut passer par leur passage automatique en mode d’économie d’énergie à l’arrêt de la production et/ou par le partage d’un plus petit nombre d’entre elles entre un plus grand nombre d’utilisateurs. Une autre démarche universellement bénéfique est tout simplement la conception des imprimantes dans un souci de sobriété énergétique. Comme l’électricité est relativement bon marché aujourd’hui, beaucoup d’imprimantes sont dépourvues de fonctions d’économie d’énergie aussi élémentaires que l’isolation des éléments chauffants. Enfin, la dernière stratégie pour faire baisser la consommation d’énergie valable pour toutes les imprimantes consiste à réduire la durée d’impression. Dans beaucoup d’imprimantes 3D, l’énergie consommée sert surtout à mainteniren marche les systèmes de support, alors que le surcroît d’électricité nécessaire pour l’impression à proprement parler est souvent faible (Faludi et al., 2015b). Par conséquent, il serait probablement possible d’imprimer plus de pièces en consacrant moins d’énergie à chacune si la durée d’impression était réduite, même si cela supposait le recours à un plus grand nombre de têtes d’impression, de lasers, etc.
Pour réduire l’impact des matériaux, une stratégie consiste à moduler leurs propriétés. C’est une stratégie universelle, puisque tous les types d’imprimantes 3D devraient (en théorie) le permettre à l’avenir, quoique sous différentes formes. Les stratégies indiquées dans le tableau sont pour beaucoup propres à des technologies particulières. Dans le cas des imprimantes fonctionnant par extrusion, les économies d’énergie et les économies de matériaux sont corrélées, et les deux sont favorisées par la fabrication de pièces creuses et la réduction au minimum des matériaux de support. Ce type d’imprimantes permet aussi de solidifier les plastiques par voie chimique au lieu de les fondre, avec à la clé une économie d’énergie non négligeable. Les machines fonctionnant par photopolymérisation, projection de liant et frittage laser peuvent consommer moins d’énergie par pièce fabriquée si on maximise le nombre de pièces par impression, car elles permettent d’imprimer plusieurs pièces en consommant à peine plus d’énergie qu’en en imprimant une seule, indépendamment de la consommation de matériaux. En ce qui concerne l’impact des matériaux sur l’environnement, la plupart des imprimantes permettent de réduire au minimum l’utilisation de matériaux de support, mais ce n’est pas une priorité pour celles fonctionnant par projection de liant, qui n’en ont généralement pas besoin. Quant à la réductionde la toxicité, elle revêt un degré de priorité plus élevé pour les systèmes à photopolymérisation, car il existe déjà des matériaux non toxiques pour les autres types d’imprimantes. Pour ces systèmes, les biopolymères compostables peuvent être une solution, car les photopolymères sont dans tous les cas de figure impossibles à recycler. L’incinération avec valorisation énergétique est une autre solution. Le compostage est aussi aujourd’hui une possibilité pour certains matériaux employés dans la projection de liant et l’extrusion thermoplastique, même si les solutions ne sont pas encore nombreuses. Des activités de développement s’imposent en vue d’élargir l’éventail des solutions disponibles sur le marché et d’améliorer les qualités physiques des matériaux concernés, s’il est possible de les produire à un coût compétitif et de maîtriser le risque de perturbation des circuits de recyclage existants. Les métaux ne sont généralement pas compostables, et ceux qui recourent au frittage métallique devraient donc veiller à améliorer les possibilités de recyclage, qu’il s’agisse de la réutilisation des poudres ou de la production de celles-ci à partir de métaux recyclés.
Les possibilités en matière d’impression 3D peuvent être illustrées par l’exemple du dispositif de frittage solaire de Markus Kayser. Celui-ci fonctionne en gros comme la méthode SLS, mais au lieu de fritter la poudre de plastique ou de métal avec un laser, il utilise une grande lentille de Fresnel pour obtenir par frittage du verre à partir de sable grâce à la chaleur du soleil. Ses moteurs et composants électroniques sont alimentés par des panneaux solaires, et le sable employé est non toxique, abondant, disponible localement et utilisable dans l’imprimante sans faire l’objet au préalable d’une transformation énergivore. Le dispositif de frittage solaire constitue seulement un projet de démonstration et n’est sans doute pas adapté à des applications industrielles, mais il illustre ce qu’il est possible de faire. Même sans aller aussi loin, certaines imprimantes 3D commerciales sont aujourd’hui capables d’utiliser des matières non toxiques, abondantes, renouvelables et compostables dans des processus d’impression économes en énergie, soit des conditions proches de l’idéal d’une fabrication durable. C’est le cas, par exemple, du procédé de projection de liant employé avec du sel ou de la sciure, ou de la méthode WBDF du MIT.
Cette section décrit les domaines dans lesquels il convient d’agir en priorité pour rendre l’impression 3D plus respectueuse de l’environnement. Certains sont mis en exergue dans le tableau 5.3, qui classe par degré de priorité les objectifs en matière de conception et de fonctionnement des imprimantes, de matériaux, de propriété intellectuelle et d’efficacité énergétique en phase d’utilisation. Au travers de ces objectifs, il s’agit de réduire la consommation d’énergie et la production de déchets, ainsi que d’opérer la transition vers des matériaux non toxiques, abondants et renouvelables qui contiennent peu d’énergie grise et ont une utilité en fin de vie.
Source : Analyse des auteurs.
Le secteur de l’impression 3D se trouve aujourd’hui à un tournant, si bien que des interventions publiques auraient plus d’impact maintenant que dans quelques années. Parmi les interventions possibles, il y a l’interdiction de certaines pratiques, le recours à des taxes ou subventions et la mise en place de systèmes de certification (écolabels) ou de programmes d’achat préférentiel. Les incidences du secteur de l’impression 3D pourraient aussi être atténuées par des interventions dans d’autres secteurs : étant donné que la plus importante de ces incidences est la consommation d’électricité lors de la fabrication de pièces, le passage à une production d’électricité à 100 % d’origine renouvelable (comme ont déjà entrepris de le faire certains pays) pourrait réduire l’impact de l’impression 3D de peut-être 75 %. Bien évidemment, cela améliorerait aussi le bilan environnemental d’autres méthodes de fabrication à forte consommation d’électricité. Les interventions dans le secteur de l’impression 3D devraient cibler principalement la conception des imprimantes, leurs matériaux et leur fonctionnement. Comme indiqué plus haut, les interventions destinées à encourager l’impression 3D de pièces dans des secteurs où cela peut réduire la consommation d’énergie en phase d’utilisation, comme l’industrie aérospatiale, devraient être axées sur ces secteurs-là et non sur celuide l’impression 3D, car cette dernière n’est qu’un moyen parmi d’autres de faire progresser l’efficacité énergétique. Dans les sections suivantes, nous examinons plusieurs mécanismes par lesquels les pouvoirs publics peuvent exercer une influence directe sur l’industrie de l’impression 3D.
L’interdiction de certaines pratiques dans le contexte particulier de l’impression 3D serait probablement improductive pour cause de double emploi avec des interdictions existantes et de difficultés de mesure des performances. Les effets dommageables sur l’environnement qui sont faciles à mesurer sont en grande partie couverts par les interdictions existantes. Par exemple, les photopolymères et d’autres produits chimiques entrant dans les impressions présentent souvent une certaine dangerosité, comme on l’a vu plus haut, mais pas plus que d’autres processus de fabrication. Il existe aujourd’hui déjà des dispositions applicables à l’ensemble des produits chimiques industriels qui en interdisent certains, comme la directive RoHS de l’Union européenne, ou fixent des limites dans ce domaine, comme le règlement européen REACH sur l’enregistrement, l’évaluation, l’autorisation et la restriction des substances chimiques. Si des arguments solides plaident en faveur d’un durcissement des réglementations chimiques, toute classe de produits chimiques que les législateurs souhaitent interdire dans le cadre de l’impression 3D devrait sans doute être interdite à l’échelle de l’industrie dans son ensemble.
Par ailleurs, les incidences de l’impression 3D peuvent être difficiles à mesurer concrètement au niveau des imprimantes. Même lorsque sa fabrication par impression 3D consomme beaucoup d’énergie, une pièce peut permettre de réduire l’impact du produit auquel elle est intégrée lorsque celui-ci est utilisé, et afficher ainsi in fine un bilan environnemental positif. Dans le domaine aérospatial et dans celui des véhicules terrestres, par exemple, l’allégement est synonyme de baisse de la consommation de carburant. Par conséquent, interdire les imprimantes dont la consommation par pièce produite dépasse un certain seuil pourrait revenir à interdire la fabrication de pièces bénéfiques pour l’environnement. En outre, les interdictions sont plus souvent perçues par les industriels comme une menace que d’autres types de mesures publiques, telles que les systèmes de certification volontaire, et se heurtent donc à une plus forte opposition politique.
Pour les mêmes raisons, taxer des pratiques spécifiques d’impression 3D serait sans doute également improductif. La mise en place de taxes carbone peut certes être efficace pour faire baisser la consommation d’énergie dans les activités de fabrication (Larsen et Nesbakken, 1997 ; Veugelers, 2012), mais cela ne devrait pas se limiter à l’impression 3D. Il conviendrait au contraire d’appliquer de telles taxes à l’échelle de l’économie tout entière pour maximiser leur efficacité et éviter des transferts d’impacts entre secteurs d’activité. Si l’on envisage des taxes à l’échelle du secteur, la forme la plus indiquée serait une taxe carbone, puisque ce sont généralement les émissions liées à la consommation d’électricité d’origine fossile qui sont à l’origine du plus fort impact de l’impression 3D.
Les gouvernements ont consacré des centaines de millions de dollars à la recherche sur les technologies d’impression 3D et à leur adoption. En axant ces dotations et ces investissements sur la durabilité, on pourrait susciter un mouvement de fond dans le secteur. Par exemple, le Center for Bits and Atoms du MIT a été créé en 2001 grâce à une allocation de 13 millions USD de la Fondation nationale pour la science des États-Unis. Pour sa part, l’Espagne a accordé en 2004 plus de 21 millions EUR à la société Hewlett Packard pour financer des activités de recherche et développement dans le domaine de l’impression 3D. Au Royaume-Uni, plus de 60 millions GBP de fonds publics ont été consacrés en 2013 et 2014 à des projets dans le domaine de l’impression 3D. La Chine a pour sa part entrepris d’investir 1.5 milliard CNY (245 millions USD) dans le secteur sur sept ans. Aux États-Unis, enfin, le Président Obama a annoncé que 11 organismes publics, au travers desquels les petites entreprises du pays perçoivent plus de 2.5 milliards USD par an, s’engageaient à appuyer les programmes de soutien à l’innovation de fabricant (innovation maker).
Dans l’ensemble, ces dotations ne sont pas centrées sur la problématique de la durabilité environnementale. Si elles l’étaient, vu les sommes considérables en jeu, elles pourraient assurément orienter l’impression 3D vers une meilleure prise en compte de l’environnement, à l’image de ce qui s’est passé pour les industries des énergies propres (Veugelers, 2012).
Les dotations ou les allégements accordés dans le contexte universitaire peuvent être particulièrement efficaces pour accroître la part de marché des imprimantes plus respectueuses de l’environnement. Les étudiants qui apprennent leur métier sur une technologie ou une marque de produits particulière privilégient souvent celle-ci au cours de leur carrière ultérieure par un phénomène de persuasion et d’engagement (Cialdini, 1993). Des entreprises du calibre de Microsoft, Autodesk et Apple ont d’ailleurs su en tirer profit. Par ailleurs, les universités ont perçu des dizaines de millions de dollars de dotations publiques destinées à l’impression 3D. Si leur versement était subordonné par l’utilisation d’imprimantes respectueuses de certains écolabels ou à l’orientation des travaux de recherche vers la durabilité environnementale, cela aurait probablement un impact important. En outre, comme les étudiants ont tendance à être sensibilisés à l’environnement, les universités seraient sans doute plus faciles à convaincre d’accepter les restrictions imposées par ces critères que les administrations nationales.
L’investissement dans les matériaux d’impression 3D respectueux de l’environnement profiterait aussi vraisemblablement à d’autres secteurs, comme ceux qui recourent au moulage par injection et à d’autres procédés pour fabriquer des objets en plastique. Le bioplastique PLA, par exemple, peut être imprimé en 3D mais aussi moulé par injection, et certains matériaux nouveaux pourraient également être utilisables dans d’autres procédés de fabrication. Dans cette optique aussi, les biopolymères compostables et matériaux modulables pourraient présenter plus d’avantages que le recyclage des matériaux, car les propriétés nécessaires des matériaux varient souvent d’une méthode de fabrication à l’autre.
Les politiques d’écologisation des marchés publics peuvent faire évoluer les marchés, mais elles doivent s’appuyer sur des normes et des critères crédibles. Aux États-Unis comme dans d’autres états, du fait de l’importance de la commande publique, les mesures comme celles consistant à acquérir uniquement des ordinateurs certifiés EnergyStar dans l’administration ont effectivement eu un fort impact sur les marchés. Cependant, Li et Geiser ont constaté qu’une politique d’achat préférentiel ne pouvait être efficace seule et était tributaire d’autres instruments indépendants comme les écolabels (Li et Geiser, 2005). Pour éviter tout népotisme ou soupçon de népotisme et assurer une bonne intégration avec les autres politiques, les mécanismes d’achat préférentiel dans le domaine des imprimantes 3D devraient être adossés à des mesures objectives telles que des systèmes de certification tiers (écolabels).
L’écolabellisation volontaire est sans doute une condition nécessaire, mais pas suffisante de l’écologisation du secteur de l’impression 3D. La feuille de route pour la fabrication additive (RAM) de 2009 préconisait des incitations publiques en faveur du développement d’indicateurs de durabilité environnementale (Bourell, Leu et Rosen, 2009). Les certifications peuvent avoir un puissant impact sur les marchés : à titre d’exemple, plus de 278 millions de mètres carrés de bâtiments ont obtenu la certification LEED (Leadership in Energy and Environmental Design) (USGBC, 2008) et plus de 100 millions de produits certifiés EnergyStar sont vendus chaque année rien qu’aux États-Unis (Banerjee et Solomon, 2003). Sur beaucoup de marchés, la durabilité environnementale passe toutefois après le coût, la qualité et l’expérience utilisateur dans l’esprit des consommateurs (Ottman, Stafford et Hartman, 2006), et l’impression 3D fait aujourd’hui partie de ces marchés. Il n’en reste pas moins que les certifications volontaires peuvent devenir de puissants instruments avec l’appui de politiques d’achat préférentiel. Aux États-Unis, tous les bâtiments neufs doivent être certifiables LEED en vertu d’une mesure adoptée par le gouvernement fédéral, ce qui a eu un impact énorme sur les tendances en matière de construction dans le pays (Nelson, 2007). Le label volontaire devient le critère de référence des politiques contraignantes (ou d’achatpréférentiel).
Dans le domaine des imprimantes 3D, les écolabels volontaires devraient se fonder sur plusieurs critères et comporter plusieurs niveaux de certification, à l’instar des systèmes EPEAT (Outil d’évaluation environnementale des produits électroniques) et LEED et des labels « du berceau au berceau ». La multiplicité des critères encourage les industriels à envisager la durabilité environnementale de façon globale, au lieu de chercher seulement à atténuer un impact particulier au risque d’en amplifier d’autres. La multiplicité des niveaux de certification encourage des améliorations de la part de ceux qui sont à la traîne mais aussi de ceux qui sont à la pointe, alors qu’en cas de niveau unique, les acteurs se contentent de l’atteindre. Les critères de certification devraient recouvrir les différentes priorités stratégiques énumérées ci-avant concernant la conception des imprimantes, les matériaux et le fonctionnement. Le dispositif pourrait par exemple encourager l’efficacité énergétique en attribuant à chaque imprimante une note en fonction de sa consommation d’énergie par gramme de matériau imprimé. Étant donné la complexité de l’impression 3D, cette notation devrait probablement être établie sur la base d’un ensemble de pièces de référence et prendre en compte plusieurs facteurs : géométrie et disposition des pièces, exploitation du lit, etc. Des certifications distinctes pourraient être mises en place pourles concepteurs et pour les exploitants d’imprimantes 3D. Les seconds déterminent surtout le pourcentage d’exploitation du lit et le rapport entre durée d’impression et durée d’inactivité, tandis que les premiers déterminent surtout quels matériaux une imprimante peut utiliser.
Les cas de figure où le fort impact environnemental de la fabrication de pièces par impression 3D est compensé par les économies d’énergie que ces pièces permettent de réaliser en phase d’utilisation seront probablement trop difficiles à prédire ou à mesurer dans le cadre d’un système de certification portant sur la conception ou le fonctionnement des imprimantes. Au lieu d’essayer de prendre en compte ces cas de figure dans un écolabel ciblant les imprimantes 3D, il conviendrait de les traiter au travers des normes environnementales applicables au produit final, telles que les normes de consommation de carburant des véhicules. Si les pouvoirs publics choisissent d’utiliser des écolabels volontaires relatifs à l’impression 3D dans leurs politiques de marchés publics, des dérogations devraient être prévues pour ces cas.
L’impression 3D ou « fabrication additive » pourrait révolutionner les méthodes de fabrication industrielle en se substituant aux technologies traditionnelles et en élargissant l’accès aux moyens de production de biens manufacturés. Au cours de la prochaine décennie, sa montée en puissance dans de multiples secteurs pourrait avoir des avantages sur le plan de la durabilité environnementale, mais aussi des inconvénients. Par rapport à d’autres méthodes de fabrication, le bilan des avantages et des inconvénients sera sans doute plus complexe. L’impression 3D permet déjà de réduire dans certains cas les incidences environnementales en phase de fabrication (activités particulières de prototypage ou production en petite série, notamment) et en phase d’utilisation (allégement des pièces dans le secteur aérospatial, par exemple). Cependant, sauf exception, la durabilité environnementale n’a pas constitué une priorité pour les acteurs de l’industrie de l’impression 3D, et la plupart des imprimantes courantes fonctionnant en conditions normales ont d’ailleurs un plus fort impact que le moulage par injection dans le cadre de la fabrication en grande série de pièces en plastique.
Les incidences environnementales des technologies de fabrication d’aujourd’hui sont très variables et dépendent de la nature des pièces produites. À l’avenir, il conviendrait de réaliser des études pour comparer l’impression 3D à chaque technologie de premier plan qu’elle remplace dans le contexte de chacun des types de produits et matériaux concernés. De telles études faisant pour l’instant défaut, ce chapitre a examiné deux technologies de fabrication : l’usinage et le moulage par injection. Celles-ci ont été choisies parce qu’elles correspondent aux deux extrémités du spectre qui va de la création de prototypes uniques à la production en très grande série. Même dans ces conditions très balisées, les incidences environnementales des procédés d’impression 3D sont trop variables pour permettre de formuler des conclusions tranchées. En conditions « typiques », les évaluations sur l’ensemble du cycle de vie montrent que la production d’une pièce creuse par impression 3D a moins de répercussions environnementales que sa fabrication par usinage à partir d’un bloc de plastique ou de métal, mais a plus de répercutions que sa fabrication en grande série au moyen du procédé de moulage par injection. Cependant, les résultats varient selon le type d’imprimante, son utilisation, la disposition des pièces, leur géométrie et d’autres facteurs, de sorte que le scénario typique se vérifie rarement.
En général, les incidences environnementales de l’impression 3D sont surtout imputables à sa consommation d’énergie. Elles sont aussi liées à un degré moindre à la toxicité des matériaux d’impression et aux ressources nécessaires pour les produire. Elles sont enfin le fait des déchets produits, dont une faible part est due à la production des imprimantes elles-mêmes. Certains systèmes expérimentaux ont d’ores et déjà un impact environnemental par pièce fabriquée nettement inférieur – peut-être inférieur de 70 % dans certains cas – à celui du moulage par injection. L’industrie ne semble toutefois pas portée vers ce genre de solutions, mais paraît s’orienter vers des systèmes qui ont des incidences beaucoup plus fortes (deux ou cinq fois plus fortes, voire plus) que le moulage par injection. Les politiques publiques devraient donc encourager le recours à des technologies plus respectueuses de l’environnement.
La diffusion de l’impression 3D à de nouvelles industries dépendra de l’évolution qui sera celle de cette technologie dans l’avenir proche en ce qui concerne la durée d’impression, les coûts, la qualité et la taille des réalisations, ainsi que le choix des matériaux. Le principal facteur habilitant ou au contraire inhibiteur se trouve être la charge financière liée à l’abandon des méthodes de production de masse au profit de l’impression tridimensionnelle, qui décrit une courbe hyperbolique et non linéaire. C’est pourquoi l’impression 3D se fait rapidement une place dans les industries où les coûts sont élevés et les volumes restreints, comme le prototypage, l’équipement automobile, l’aérospatiale et la production de certains instruments médicaux ; elle gagnera en revanche plus lentement celles où les coûts et les volumes sont d’importance moyenne, et ne pourra s’imposer que dans plusieurs décennies dans les industries caractérisées par des coûts bas et des volumes importants, à supposer qu’elle y parvienne un jour. L’expansion de l’impression 3D aura aussi des conséquences économiques en dehors du secteur manufacturier. Son automatisation contribuera à réduire plus encore l’emploi dans le secteur manufacturier et le réorientera vers d’autres secteurs, mais elle aura également pour effet de démocratiser la production et d’encourager l’entrepreneuriat. Dans les pays en développement, ce ne sont sans doute pas les plus démunisen milieu rural qui bénéficieront le plus de l’impression 3D ; son principal avantage sera plutôt d’aider les entrepreneurs urbains qui n’ont guère accès au capital à se lancer dans la fabrication à petite échelle et à autofinancer ensuite leur évolution vers une production de masse à bas coût.
Comme on l’a vu, l’impression 3D permet de mettre certaines incitations économiques en phase avec les incidences environnementales en rendant onéreuse la consommation de matières et quasiment gratuite la complexité, ce qui pousse à perfectionner la conception pour réduire cette consommation et la production de déchets. Les exploitants ont en outre une incitation économique à abaisser la consommation d’énergie des machines en réduisant la durée d’impression, ce qui n’est toutefois pas le cas des concepteurs. Enfin, il y a un alignement des incitations économiques en ce sens que l’impression 3D favorise une production au plus juste en éliminant les économies d’échelle qui sont propices à la surproduction. Cela étant, comme elles permettent d’imprimer facilement des objets, les imprimantes 3D de bureau auront aussi un peu l’effet inverse et encourageront une certaine surproduction, à l’image de l’augmentation de la consommation de papier qui avait suivi à l’époque l’arrivée des imprimantes papier dans les bureaux (mais heureusement dans des proportions bien moindres). Abstraction faite de ces incitations économiques, l’impression 3D permet d’expérimenter des matériaux et peut ainsi encourager le recours à des matériaux plus respectueux de l’environnement. Elle offre des possibilités de réduire fortement la consommation d’énergie en remplaçant les procédés de fusion par des procédés chimiques. Les incitations du marché en faveur de l’utilisation de matériauxrespectueux de l’environnement et de procédés économes en énergie sont toutefois faibles, voire inexistantes.
En premier lieu, l’impression 3D peut aligner les incitations économiques sur les incidences environnementales, encourageant l’abaissement de la consommation d’énergie et de matières par le perfectionnement de la conception. Cet alignement découle aussi en partie du fait qu’elle crée les conditions d’une production au plus juste.
En second lieu, l’impression 3D peut rendre possibles des choix de matériaux plus conformes aux impératifs de durabilité environnementale, car :
elle permet de mettre en forme de nombreux matériaux avec une facilité que seules les matières plastiques autorisaient auparavant
elle abaisse les obstacles au remplacement d’un matériau par un autre en réduisant les économies d’échelles ; elle peut permettre d’employer des intrants chimiques en plus faible quantité tout en faisant davantage varier les propriétés des matériaux, grâce à différents procédés d’impression
elle réduit les coûts de main-d’œuvre et peut ainsi permettre d’employer des matériaux plus onéreux tout en abaissant le coût de production total.
En troisième lieu, les pièces imprimées en 3D peuvent réduire l’impact de certains produits en phase d’utilisation, et afficher ainsi un bilan globalement positif sur l’ensemble de leur durée de vie même si leur fabrication a plus d’incidences sur l’environnement. Cela peut prendre deux formes :
l’impression de pièces de rechange pour des produits obsolètes qui autrement finiraient au rebut faute de chaînes d’approvisionnement pour les pièces détachées
l’allégement des véhicules ou l’amélioration par d’autres moyens du rendement énergétique d’un produit au cours de son utilisation. Les économies d’énergie ainsi réalisées peuvent l’emporter largement sur les incidences occasionnées par la fabrication, notamment dans le secteur aérospatial.
Enfin, l’impression 3D peut avoir des retombées sociales bénéfiques par la démocratisation de la production. Pour que ces avantages se concrétisent à l’échelle voulue, les politiques publiques devraient cibler des facteurs spécifiques aux différentes technologies qui sont mis en évidence dans ce chapitre.
Les avantages environnementaux de l’impression 3D ne sont pas acquis d’avance, leur réalisation doit être encouragée. Par exemple, l’impression 3D ne favorise pas intrinsèquement le recyclage des matières, et beaucoup de matériaux et de méthodes d’impression ont d’ailleurs l’effet inverse. Si certains ont mis au point des solutions expérimentales de recyclage des matières plastiques destinées aux imprimantes de bureau, il y a peu de chances qu’elles soient appliquées à grande échelle étant donné les difficultés de tri des matériaux. À long terme, les forces du marché pourraient encourager le recours à des matériaux compostables, d’autant que la tendance est aux imprimantes capables de produire des pièces constituées de plusieurs matériaux. Il existe aujourd’hui déjà de nombreux matériaux imprimables compostables. Cela étant, la valorisation énergétique des matériaux par leur incinération peut constituer une autre solution, qui a l’avantage d’éviter certains problèmes que peut poser l’emploi de plastiques compostables.
L’impression 3D peut encourager une utilisation rationnelle des matières et de l’énergie par une production au plus juste. L’emploi de matériaux recyclables pourrait aussi constituer un objectif de l’action des pouvoirs publics. Un autre avantage environnemental très concret pourrait découler de la légalisation de l’impression de pièces détachées pour les produits existants, qui permettrait de prolonger la durée de vie des produits pour lesquels les fabricants n’en proposent plus.
Quant aux effets négatifs de l’impression 3D sur l’environnement, ils sont en grande partie liés à la consommation d’énergie, à la toxicité et au choix des matériaux. Comme le montrent des analyses d’impact sur le cycle de vie réalisées selon la méthode ReCiPe, certaines technologies permettent aujourd’hui de réduire radicalement ces incidences et de les ramener à un niveau inférieur d’environ 70 % par pièce produite à celui du moulage par injection, et ce en faisant appel à des procédés économes en énergie et à des ingrédients disponibles en abondance, non toxiques, renouvelables et compostables possédant des propriétés physiques modulables. Les premières constatations tendent à indiquer que l’effet net sur l’environnement dépend d’un certain nombre de variables : type d’imprimante, modalités d’utilisation, disposition et géométrie des pièces, etc. Cela étant dit, l’impression 3D possède un fort potentiel de durabilité environnementale.
Pour favoriser la durabilité dans le domaine de l’impression 3D, les pouvoirs publics devraient avant tout encourager l’emploi de procédés sobres en énergie et de matériaux ayant une faible empreinte environnementale et des caractéristiques de fin de vie intéressantes. De par leur conception et leur fonctionnement, les imprimantes peuvent réduire la consommation d’énergie par unité produite grâce : à l’utilisation de procédés chimiques à la place de la fusion de matériaux ; à la mise en veille automatique lors des arrêts de production ; et à l’optimisation de leur utilisation (partage d’imprimantes entre utilisateurs et, pour certains modèles, impression simultanée de plusieurs pièces). Par matériaux à faible empreinte environnementale, on entend des matériaux qui sont non toxiques, abondants et renouvelables, et qui ont une faible teneur en énergie grise et une utilité en fin de vie. Les moyens de réduire l’impact environnemental des matériaux sont notamment l’emploi de biopolymères compostables permettant des impressions de haute qualité et, comme indiqué plus haut, le remplacement des procédés de fusion par la soudure chimique. Les imprimantes peuvent aussi, de par leur conception et leur fonctionnement, limiter la production de déchets en réduisant les besoins en matériaux de support, en permettant la production de pièces creuses et en évitant les ratés d’impression. En plus de ces priorités, les pouvoirs publics devraient faire en sorte qu’il soit possibled’imprimer des pièces de rechange pour les produits obsolètes pour lesquels il n’existe pas de chaîne d’approvisionnement, en levant les obstacles liés aux droits de propriété intellectuelle.
À cette fin, ils devraient notamment cibler les subventions financières ou les investissements (dans le cadre des programmes existants ou à venir) sur la commercialisation des résultats des travaux de recherche allant dans ce sens. Ils pourraient aussi faire appel à un système de certification volontaire permettant de noter les imprimantes 3D en fonction de leur compatibilité environnementale, mesurée à l’aune de différents critères, à l’image des certifications EPEAT, « du berceau au berceau » ou LEED. Ce système pourrait s’accompagner de programmes d’achat préférentiel au sein des administrations et d’autres grandes institutions.
L’impression 3D possède un fort potentiel en matière de durabilité environnementale. Même si deux des principaux avantages qui lui sont souvent prêtés à cet égard – élimination des déchets et élimination des besoins de transport – sont en grande partie fictifs, elle est porteuse de nombreux bienfaits potentiels qui ne demandent qu’à être concrétisés.
La généralisation de l’impression 3D telle qu’elle est pratiquée aujourd’hui ne serait pas forcément toujours bénéfique pour l’environnement, mais il existe déjà des technologies qui, si elles cessaient d’être marginales pour devenir la norme dans l’industrie, pourraient contribuer à rendre la fabrication nettement plus durable. Comme le secteur connaît aujourd’hui une croissance rapide qui pourrait déterminer sa trajectoire d’évolution au cours des prochaines décennies, les mesures que prendront les pouvoirs publics maintenant pourraient avoir une influence considérable.
En l’état actuel des choses, l’impression 3D n’a pas un bilan environnemental net positif. Il faut accompagner son passage de la périphérie jusqu’au cœur de l’industrie manufacturière par des politiques rigoureuses axées sur l’environnement, tout en évitant de lui réserver un traitement particulier. Le secteur se trouve aujourd’hui à la croisée des chemins, et des initiatives judicieuses prises aujourd’hui peuvent permettre d’installer pour des décennies des technologies bénéfiques et faire de l’impression 3D un facteur clé d’un avenir plus durable.
3D Systems (2012), « Material safety data sheet for Accura® ABS White (SL 7810) », manuel technique actualise le 12 novembre 2014, www.3dsystems.com/sites/www.3dsystems.com/files/24511-s12-03-a-sds-ghs-english-accura-abs-white-sl-7810.pdf.
Andrews, R. et al. (1999), « Continuous production of aligned carbon nanotubes: A step closer to commercial realization », Chemical Physics Letters, vol. 303, pp. 467-474, Elsevier, Amsterdam, htp://dx.doi.org/10.1016/S0009-2614(99)00282-1.
Apple (2014), « iPhone 6 Environmental Report », www.apple.com/environment/reports/docs/iPhone6_ PER_Sept2014.pdf (consulté le 2 février 2015).
Askin, R.G. et J.B. Goldberg (2007), Design and Analysis of Lean Production Systems, John Wiley & Sons, New York.
Atzeni, E. et A. Salmi (2012), « Economics of additive manufacturing for end-usable metal parts », International Journal of Advanced Manufacturing Technology, vol. 62, Springer Verlag, Londres, pp. 1147-1155, http://dx.doi.org/10.1007/s00170-011-3878-1.
Baechler, C., M. DeVuono et J.M. Pearce (2013), « Distributed recycling of waste polymer into RepRap feedstock », Rapid Prototyping Journal, vol. 19, Emerald Group Publishing, pp. 118-125, http://dx.doi.org/10.1108/13552541311302978.
Bammani, S.S, P.R. Birajdar et S.S. Metan (2012), « Dental Crown Manufacturing using Stereolithography Method », Proceedings of International Conference on Advances in Industrial and Production Engineering, pp. 7-10, http://searchdl.org/index.php/conference/downloadPDF/555.
Banerjee, A. et B.D. Solomon (2003), « Eco-labeling for energy efficiency and sustainability: A meta-evaluation of US programs », Energy Policy, vol. 31, Elsevier, Amsterdam, pp. 109-123, http://dx.doi.org/10.1016/S0301-4215(02)00012-5.
Baumers, M. et al. (2013), « Transparency Built-in », Journal of Industrial Ecology, vol. 17, John Wiley & Sons, New York, pp. 418-431, http://dx.doi.org/10.1111/j.1530-9290.2012.00512.x.
Baumers, M. et al. (2011a), « Sustainability of additive manufacturing: Measuring the energy consumption of the laser sintering process », Proceedings of the Institution of Mechanical Engineers, Part B : Journal of Engineering Manufacture, vol. 225, n° 12, pp. 2228-2239, Institution of Mechanical Engineers, http://dx.doi.org/10.1177/0954405411406044.
Baumers, M. et al. (2011b), « Energy inputs to additive manufacturing: Does capacity utilization matter? », Proceedings of the 2011 Annual International Solid Freeform Fabrication Symposium, pp. 30-40.
Baumers, M., M. Holweg et J. Rowley (2016), « The economics of 3D printing: A total cost perspective », rapport de projet, Université de Nottingham.
BEA (Bureau of Economic Analysis) (2014), « Use of commodities by industry valued at producers’ prices, 2007 », Input-Output Accounts Data, (base de données), Bureau of Economic Analysis, www.bea.gov/industry/io_annual.htm.
Beyer, C. (2014), « Strategic Implications of Current Trends in Additive Manufacturing », Journal of Manufacturing Science and Engineering, vol. 136, The American Society of Mechanical Engineers, http://dx.doi.org/10.1115/1.4028599.
Bhasin, V. et M.R. Bodla (2014), « Impact of 3D printing on global supply chains by 2020 », thèse de doctorat, Massachusetts Institute of Technology, Cambridge, Mass.
Biggs, J. (2013), « The upcycling Filabot turns regular plastic scrap into 3D printer filament », TechCrunch, http://social.techcrunch.com/2013/01/13/the-upcycling-filabot-turns-regular-plastic-scrap-into-3d-printer-filament/ (consulté le 29 janvier 2015).
Birtchnell, T. et W. Hoyle (2014), 3D Printing for Development in the Global South: The 3D4D Challenge, Palgrave Macmillan, Londres, http://dx.doi.org/10.1057/9781137365668.
Bjorn, A. et H. MacLean (2003), « A comparison of US and Canadian industry environmental performance using EIO-LCA models », communication présentée à la conférence InLCA/LCM, Seattle, 27 septembre, http://documentslide.com/documents/a-comparison-of-us-and-canadian-industry-environmental-performance-using-eio-lca.html.
Bohm, R.A. et al. (2010), « The costs of municipal waste and recycling programs », Resources, Conservation and Recycling, vol. 54, Elsevier, Amsterdam, pp. 864-871, http://dx.doi.org/10.1016/j.resconrec.2010.01.005.
Bot, B.L. et C.-S. Neumann (2003), « Growing pains for logistics outsourcers », McKinsey Quarterly, vol. 2, McKinsey & Company, pp. 68-77.
Bourell, D.L., M.C. Leu et D.W. Rosen (2009), « Roadmap for additive manufacturing: Identifying the future of freeform processing », compte rendu du 2009 Roadmap for Additive Manufacturing Workshop, The University of Texas at Austin, http://wohlersassociates.com/roadmap2009A.pdf.
Campbell, T.A. et O.S. Ivanova (2013), « 3D printing of multifunctional nanocomposites », Nano Today, vol. 8, Elsevier, Amsterdam, pp. 119-120, http://dx.doi.org/10.1016/j.nantod.2012.12.002.
Cialdini, R.B. (1993), Influence: The Psychology of Persuasion, revised edition, HarperCollins, New York.
Coetzee, G. (2011), « Thingiverse receives first DMCA takedown », http://hackaday.com/2011/02/20/thingiverse-receives-first-dmca-takedown/ (consulté le 1 février 2015).
Cohen, D., M. Sargeant et K. Somers (2014), « 3-D printing takes shape », McKinsey Quarterly, vol. 1, McKinsey & Company, pp. 1-6.
Conner, B.P. et al. (2014), « Making sense of 3-D printing: Creating a map of additive manufacturing products and services », Additive Manufacturing, édition inaugurale, vol. 1-4, Elsevier, Amsterdam, pp. 64-76, http://dx.doi.org/10.1016/j.addma.2014.08.005.
Dahmus, J.B. et T.G. Gutowski (2007), « What gets recycled: An information theory based model for product recycling », Environmental Science & Technology, ACS Publications, vol. 41, pp. 7543-7550, http://dx.doi.org/10.1021/es062254b.
Dankhoff, W.F. (1963), « The M-1 Rocket Engine Project », NASA technical memorandum X-50854, NASA, Washington, DC.
Davidson, P. (2012), « 3-D printing could remake US manufacturing », USA Today, 10 juillet, http://usatoday30.usatoday.com/money/industries/manufacturing/story/2012-07-10/digitalmanufacturing/56135298/1.
Davis, J. (2014), « This is the world’s first 3D printed electric car », Business Insider, www.businessinsider.com/this-is-the-worlds-first-3d-printed-electric-car-2014-12#ixzz3QB6iqz5x (consulté le 15 janvier 2015).
Dichter, T.W. (2003), Despite Good Intentions: Why Development Assistance to the Third World Has Failed, University of Massachusetts Press, Amherst.
Dotchev, K. et W. Yusoff (2009), « Recycling of polyamide 12 based powders in the laser sintering process », Rapid Prototyping Journal, vol. 15, Emerald Group Publishing Limited, pp. 192-203, http://dx.doi.org/10.1108/13552540910960299.
Ecofys (2013), « World GHG emissions flow chart 2010 », www.ecofys.com/files/files/asn-ecofys-2013-world-ghg-emissions-flow-chart-2010.pdf (consulté le 10 mars 2014).
Ecovative (N.D.), « Mushroom Packaging », www.ecovativedesign.com/mushroom-packaging (consulté le 22 octobre 2016).
Fairs, M. (2013), « Mycelium Chair by Eric Klarenbeek is 3D-printed with living fungus », www.dezeen.com/2013/10/20/mycelium-chair-by-eric-klarenbeek-is-3d-printed-with-living-fungus/ (consulté le 20 février 2017).
Faludi, J. et al. (2015a), « Comparing environmental impacts of additive manufacturing vs. traditional machining via life-cycle assessment », Rapid Prototyping Journal, vol. 21, Emerald Group Publishing Limited, pp. 14-33, http://dx.doi.org/10.1108/RPJ-07-2013-0067.
Faludi, J. et al. (2015b), « Does material choice drive sustainability of 3D printing? », International Journal of Mechanical, Aerospace, Industrial, Mechatronic and Manufacturing Engineering, vol. 9, n° 2, World Academy of Science, Engineering and Technology, pp. 216-223.
Faludi, J. et al. (2014), « Sustainability of 3D printing vs. machining: Do machine type & size matter? », Proceedings of the 2014 EcoBalance Conference, Tsukuba, www.researchgate.net/publication/271080648_Sustainability_of_3D_Printing_vs_Machining_Do_Machine_Type_Size_Matter.
Faludi, J., M.D. Lepech et G. Loisos (2012), « Using life cycle assessment methods to guide architectural decision-making for sustainable prefabricated modular buildings », Journal of Green Building, vol. 7, College Publishing, pp. 151-170, http://dx.doi.org/10.3992/jgb.7.3.151.
Freedman, D.H. (2011), « Layer by layer », MIT Technology Review, 19 décembre, www.technologyreview.com/s/426391/layer-by-layer/.
Frischknecht, R. et al. (2005), « The ecoinvent database: Overview and methodological framework », The International Journal of Life Cycle Assessment, vol. 10, Springer, Heidelberg, pp. 3-9, http://dx.doi.org/10.1065/lca2004.10.181.1.
Gill, K. (2009), Of Poverty and Plastic: Scavenging and Scrap Trading Entrepreneurs in India’s Urban Informal Economy, Oxford University Press, http://dx.doi.org/10.1093/acprof:oso/9780198060864.001.0001.
Goedkoop, M.J. et al. (2009), « ReCiPe 2008, a life cycle impact assessment method which comprises harmonised category indicators at the midpoint and the endpoint level; First edition Report I: Characterisation », Ministerie van Volkshuisvesting, Ruimtelijke Ordening en Milieu, La Haye, www.lcia-recipe.net.
Granta Design (2009), « Granta CES EduPack », www.grantadesign.com/education/datasheets/ABS.htm (consulté le 19 janvier 2015).
Grenchus, E. et al. (1998), « Linking demanufacturing operations with product DFE initiatives », Proceedings of the 1998 IEEE International Symposium on Electronics and the Environment, pp. 270-274, http://dx.doi.org/10.1109/ISEE.1998.675070.
Grossman, B. (2003), « Oldest News », www.bathsheba.com/artist/news_old_0.html (consulté le 1 mai 2015).
Hanssen, O.J. (1998), « Environmental impacts of product systems in a life cycle perspective: A survey of five product types based on life cycle assessments studies », Journal of Cleaner Production, vol. 6, Elsevier, Amsterdam, pp. 299-311, http://dx.doi.org/10.1016/S0959-6526(98)00031-6.
Hendrickson, C. et al. (1998), « Economic input-output models for environmental life-cycle assessment », Environmental Science & Technology, vol. 32, American Chemical Society, pp. 184A-191A, http://dx.doi.org/10.1021/es983471i.
Hornick, J. et D. Rol (2013), « Many 3D printing patents are expiring soon: Here’s a round up & overview of them », http://3dprintingindustry.com/2013/12/29/many-3d-printing-patents-expiring-soon-heres-round-overview/ (consulté le 4 février 2015).
Hunter, P. (2013), « Transparency, Product Disclosures, and Reducing Embodied Carbon and Energy », communication présentée à la conférence Buildex 2013, Vancouver.
Kellens, K. et al. (2011), « Energy and resource efficiency of SLS/SLM processes », Proceedings of the 2011 Annual International Solid Freeform Fabrication Symposium, pp. 1-16.
Khoshnevis, B. et al. (2012), « Contour crafting simulation plan for lunar settlement infrastructure buildup », Earth and Space 2012: Engineering, Science, Construction, and Operations in Challenging Environments, pp. 1458-1467, http://dx.doi.org/10.1061/9780784412190.155.
Kilner, G.E. (1993), « Biodegradable and recyclable electrostatically shielded packaging for electronic devices and media », Brevet US 5177660, délivré le 5 janvier 1993.
Kong, Y.L. et al. (2014), « 3D printed quantum dot light-emitting diodes », Nano Letters, vol. 14, ACS Publications, pp. 7017-7023, http://dx.doi.org/10.1021/nl5033292.
Krassenstein, E. (2014), « Filabot launches incredible new 3D printing filaments – Graphite infused ABS, carbon nano tube & more », http://3dprint.com/13724/filabot-new-filaments-graphite/ (consulté le 29 janvier 2015).
Kreiger, M. et al. (2013), « Distributed recycling of post-consumer plastic waste in rural areas », MRS Proceedings, vol. 1492, Cambridge University Press, pp. 91-96.
Kreiger, M. et J.M Pearce (2013), « Environmental life cycle analysis of distributed three-dimensional printing and conventional manufacturing of polymer products », ACS Sustainable Chemistry & Engineering, vol. 1, ACS Publications, pp. 1511-1519, http://dx.doi.org/10.1021/sc400093k.
Larsen, B.M. et R. Nesbakken (1997), « Norwegian emissions of CO2 1987-1994: A study of some effects of the CO2 tax », Environmental and Resource Economics, vol. 9, pp. 275-290, http://dx.doi.org/10.1023/A:1026464129609.
Liaukus, C. (2014), « Energy efficiency measures to incorporate into remodeling projects », National Renewable Energy Laboratory (NREL), Golden, CO, www.nrel.gov/docs/fy15osti/63154.pdf.
Li, L. et al. (2011), « Laser nano-manufacturing – State of the art and challenges », CIRP Annals – Manufacturing Technology, vol. 60, pp. 735-755, http://dx.doi.org/10.1016/j.cirp.2011.05.005.
Li, L. et K. Geiser (2005), « Environmentally responsible public procurement (ERPP) and its implications for integrated product policy (IPP) », Journal of Cleaner Production, vol. 13, pp. 705-715, http://dx.doi.org/10.1016/j.jclepro.2004.01.007.
Matos, G.R. (2012), « Use of Raw Materials in the United States From 1900 Through 2010 », US Geological Survey, https://pubs.usgs.gov/fs/2012/3140/pdf/fs2012-3140.pdf.
Mayers, C.K. (2007), « Strategic, financial, and design implications of extended producer responsibility », Europe: A Producer Case Study, Journal of Industrial Ecology, vol. 11, pp. 113-131, http://dx.doi.org/10.1162/jiec.2007.1228.
McDonald, S. (2016), « 3D printing: A future collapse-compliant means of production », Proceedings of the Second Workshop on Computing within Limits, ACM, p. 4.
McKenna, B. (2014), « 3D systems plans 50X speed increase for Google’s Project Ara », www.fool.com/investing/general/2014/06/13/3d-systems-plans-50x-speed-increase-for-googles-pr.aspx (consulté le 1 octobre 2015).
McKinsey Global Institute (2012), « Manufacturing the Future: The Next Era of Global Growth and Innovation », www.mckinsey.com/business-functions/operations/our-insights/the-future-of-manufacturing.
Meindl, J.D. (2003), « Beyond Moore’s Law: The interconnect era », Computing in Science & Engineering vol. 5, pp. 20-24, http://dx.doi.org/10.1109/MCISE.2003.1166548.
Microsoft (2016), « Getting started guide – Microsoft Standard Driver for 3D Printers », https://msdn.microsoft.com/en-us/windows/hardware/drivers/3dprint/microsoft-standard-driver-for-3d-printers-.
Miettinen, J. et al. (2008), « Inkjet printed System-in-Package design and manufacturing », Microelectronics Journal, vol. 39, pp. 1740-1750, http://dx.doi.org/10.1016/j.mejo.2008.02.014.
Mogas-Soldevila, L., J. Duro-Royo et N. Oxman (2014), « Water-based robotic fabrication: Large-scale additive manufacturing of functionally graded hydrogel composites via multichamber extrusion », 3D Printing and Additive Manufacturing, vol. 1, pp. 141-151, http://dx.doi.org/10.1089/3dp.2014.0014.
Molitch-Hou, M. (2015), « Hershey & 3D Systems Unveil New Cutting-Edge Chocolate 3D Printer at CES », https://3dprintingindustry.com/news/hershey-3d-systems-unveil-new-cutting-edge-chocolate-3d-printer-ces-39279/ (consulté le 8 avril 2015).
Morrow, W.R. et al. (2007), « Environmental aspects of laser-based and conventional tool and die manufacturing », Journal of Cleaner Production, vol. 15, pp. 932-943, http://dx.doi.org/10.1016/j.jclepro.2005.11.030.
Mraz, S. (2004), « Care and feeding of living hinges », http://machinedesign.com/fasteners/care-and-feeding-living-hinges (consulté le 1 mai 2015).
Nelson, A. (2007), « The greening of US investment real estate-market fundamentals, prospects and opportunities », RREEF Research, San Francisco.
Olmsted, B.A. et M. Davis (2001), Practical Injection Molding, CRC Press, Boca Raton, FL.
Ottman, J.A., E.R. Stafford et C.L. Hartman (2006), « Avoiding green marketing myopia: Ways to improve consumer appeal for environmentally preferable products », Environment: Science and Policy for Sustainable Development, vol. 48, pp. 22-36, http://dx.doi.org/10.3200/ENVT.48.5.22-36.
Oxman, N. (2010), « Structuring materiality: Design fabrication of heterogeneous materials », Architectural Design, vol. 80, pp. 78-85, http://dx.doi.org/10.1002/ad.1110.
Parnell, M.P. (2007), « From Gutenberg to Gates: A study of socio-technical change in the Edinburgh printing industry », thèse de doctorat, Edinburgh Napier University.
Possamai, O. (2007), « A model of evaluation of design for disassembly », Product: Management & Development, vol. 5, pp. 133-139.
Post, H. (2014), « SpaceX completes qualification testing of SuperDraco Thruster », SpaceX, www.spacex.com/press/2014/05/27/spacex-completes-qualification-testing-superdraco-thruster (consulté le 1 mai 2015).
Ray, S.S. (2013), Environmentally Friendly Polymer Nanocomposites: Types, Processing and Properties, Elsevier, Amsterdam.
Renkow, M. et A.R. Rubin (1998), « Does municipal solid waste composting make economic sense? », Journal of Environmental Management, vol. 53, p. 339-347, http://dx.doi.org/10.1006/jema.1998.0214.
Rolland, J.P. et J.M. Desimone (2016), « Acceleration of Stereolithography », Brevet US US20160046072A1, délivré le 18 février 2016.
Rossi, M. et A. Blake (2014), « The Plastics Scorecard: Evaluating the chemical footprint of plastics », Clean Production Action, Somerville, www.bizngo.org/sustainable-materials/plastics-scorecard.
Sculpteo (2014), « A Sculpteo guide to cost efficiency through short series manufacturing », www.sculpteo.com/static/0.30.056/download/ebooks/Sculpteo%20Guide%20to%20Manufacturing.pdf.
Serres, N. et al. (2011), « Environmental comparison of MESO-CLAD® process and conventional machining implementing life cycle assessment », Journal of Cleaner Production, vol. 19, pp. 1117-1124, http://dx.doi.org/10.1016/j.jclepro.2010.12.010.
Sevenson, B. (2014), « ExtrusionBot launches their EB2 3D printer filament extruder model – Extrudes at 6.5 feet/min », http://3dprint.com/22505/extrusionbot-2-3d-print/ (consulté le 29 janvier 2015).
Silverbrook, K. (2004), « 3-D product printing system incorporating an electrical connection printhead », Brevet US 7220115, délivré le 9 janvier 2004.
Slotwinski, J.A. et al. (2014), « Characterization of metal powders used for additive manufacturing », Journal of Research of the National Institute of Standards and Technology, vol. 119, pp. 460-493, http://dx.doi.org/10.6028/jres.119.018.
Sreetharan, P.S. et al. (2012), « Monolithic fabrication of millimeter-scale machines », Journal of Micromechanics and Microengineering, vol. 22, n° 5, IOP Publishing, http://iopscience.iop.org/article/10.1088/0960-1317/22/5/055027.
Starr, M. (2015), « World’s first 3D-printed apartment building constructed in China », CNet, www.cnet.com/news/worlds-first-3d-printed-apartment-building-constructed-in-china/ (consulté le 28 janvier 2015).
Stephens, B. et al. (2013), « Ultrafine particle emissions from desktop 3D printers », Atmospheric Environment, vol. 79, pp. 334-339, Elsevier, Amsterdam, http://dx.doi.org/10.1016/j.atmosenv.2013.06.050.
Stephenson, N. (2003), The Diamond Age, Spectra, New York.
Stratasys (2015), « Objet1000 Plus Datasheet », http://global72.stratasys.com/∼/media/Main/Files/Machine_Spec_Sheets/PSS_PJ_Objet1000Plus.pdf#_ga=1.79659220.1120333980.1490027223.
Sun, K. et al. (2013), « 3D printing of interdigitated li-ion microbattery architectures », Advanced Materials, vol. 25, pp. 4539-4543, http://doi:10.1002/adma.201301036.
Svoboda, M.A. et al. (2000), « Zelfo – An engineering material fully based on renewable resources », Molecular crystals and liquid crystals science and technology. Section A. Molecular Crystals and Liquid Crystals, vol. 353, pp. 47-58, http://dx.doi.org/10.1080/10587250008025647.
Tavassoli, S. (2013), « Manufacturing renaissance: Return of manufacturing to western countries », in Green Design, Materials and Manufacturing Processes, CRC Press, Boca Raton, FL.
Telenko, C. et C.C.Seepersad (2012), « A comparison of the energy efficiency of selective laser sintering and injection molding of nylon parts », Rapid Prototyping Journal, vol. 18, n° 6, pp. 472-481, http://doi:10.1108/13552541211272018.
Thiriez, A. et T. Gutowski (2006), « An environmental analysis of injection molding », Proceedings of the 2006 IEEE International Symposium on IEEE, pp. 195-200.
Townsend, M. (2012), « Nike sock-like Flyknit transforming shoes on share surge », Bloomberg Business, www.bloomberg.com/news/articles/2012-03-07/nike-sock-like-flyknit-transforming-shoes-as-shares-rise-retail (consulté le 20 janvier 2015).
Ultimaker (2016), « Cura 3D printing slicing software |Ultimaker », https://ultimaker.com/en/products/cura-software (consulté le 22 octobre 2016).
US EIA (2014), « How much oil is used to make plastic? », US Energy Information Administration, Washington, DC, www.eia.gov/tools/faqs/faq.cfm?id=34&t=6 (consulté le 28 janvier 2015).
USGBC (United States Green Building Council) (2008), « Green building by the numbers », Green Building, vol. 202, pp. 828-7422.
Van Wijk, A.J.M. et I. Van Wijk (2015), 3D Printing with biomaterials: Towards a sustainable and circular economy, IOS Press, Amsterdam, http://doi:10.3233/978-1-61499-486-2-i.
Veugelers, R. (2012), « Which policy instruments to induce clean innovating? », Research Policy, vol. 41, n° 10, pp. 1770-1778, http://dx.doi.org/10.1016/j.respol.2012.06.012.
Vink, E.T.H. (2007), « The eco-profiles for current and near-future NatureWorks® polylactide (PLA) production », Industrial Biotechnology, vol. 3, pp. 58-81, http://doi:10.1089/ind.2007.3.058.
Vink, E.T.H. et al. (2003), « Applications of life cycle assessment to NatureWorksTM polylactide (PLA) production », Polymer Degradation and Stability, vol. 80, pp. 403-419, http://dx.doi.org/10.1016/S0141-3910(02)00372-5.
Wainwright, O. (2014), « Work begins on the world’s first 3D-printed house », 28 mars, www.theguardian.com/artanddesign/architecture-design-blog/2014/mar/28/work-begins-on-the-worlds-first-3d-printed-house (consulté le 28 janvier 2015).
White, G. et D. Lynskey (2013), « Economic analysis of additive manufacturing for final products: An industrial approach », Université de Pittsburgh.
Within (2011), « Case Study: Liquid Lattice », page Internet, Withinlab.com, Within Technologies Ltd., http://withinlab.com/case-studies/index7.php (consulté le 1 mai 2015).
Wohlers, T. (2014), Additive Manufacturing and 3D Printing State of the Industry, Wohlers Associates, Fort Collins, CO.
Yadav, T., R. Dirstine et K. Pfaffenbach (2004), « High purity fine metal powders and methods to produce such powder », Brevet US 6786950 B2, délivré le 7 septembre 2004.
Yoon, H.-S. et al. (2014), « A comparison of energy consumption in bulk forming, subtractive, and additive processes: Review and case study », International Journal of Precision Engineering and Manufacturing-Green Technology, vol. 1, pp. 261-279, http://doi:10.1007/s40684-014-0033-0.
← 1. L’usinage n’est pas mentionné en tant que tel dans les tableaux entrées-sorties correspondants (BEA, 2014). Dans ces estimations, nous prenons en compte le poids d’une série de secteurs rattachés à l’usinage (ateliers d’usinage ; fabrication de produits tournés, de vis, d’écrous et de boulons ; fabrication de machines pour le découpage et le façonnage des métaux ; fabrication d’accessoires pour machines-outils à couper le métal, laminoirs et autres machines à travailler les métaux ; fabrication d’articles de quincaillerie ; fabrication d’autres produits métalliques) dans le chiffre d’affaires total de l’industrie manufacturière. En 2007, les activités liées à l’usinage représentaient environ 0.05 % de ce total (BEA, 2014).